Затирание солода. Температурные паузы и их влияние на характеристики пива
1) Как температурные паузы влияют на пиво.
2) Как степень модифицированности солода влияет на выбор температурных пауз.
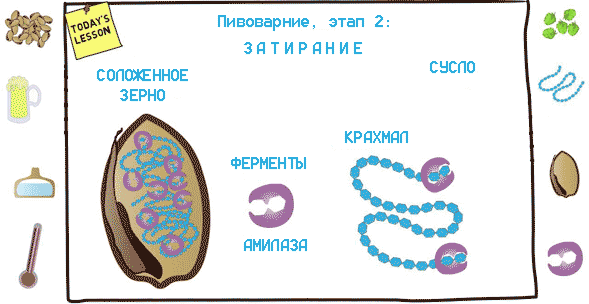
Затирание солода — этап варки пива из зерна, который нельзя пропустить. В результате затирания из смешанного с водой солода получается сладкое сусло, которое в дальнейшем будет сброжено дрожжами. Дрожжи съедят сахар и переработают его в спирт. Процесс затирания состоит из нескольких температурных пауз. Эти температурные паузы наравне с ингредиентами (солод, хмель, вода) влияют на вкус, крепость и аромат будущего пива.
Перемолотый солод смешивают с водой, обычно в соотношении 1 кг солода на 4 л воды. Полученную смесь называют «затор». Затор необходимо нагреть, но важно не просто нагреть до нужной температуры, но и выдержать эту температуру в течение определённого времени, т.е. выдержать «температурную паузу». В зависимости от качества солода и желаемых характеристик пива, может потребоваться выдержка нескольких температурных пауз.
Температурные паузы при затирании солода
В соложенном зерне (солоде) содержатся ферменты. При определённой температуре эти ферменты превращают сложные вещества, содержащиеся в солоде, в простые. Разные ферменты активизируются при разных температурах, поэтому требуется выдерживать несколько температурных пауз.
Чтобы определить, какие температурные паузы понадобятся, необходимо решить, пиво с какими характеристиками вы хотите получить (крепкое или лёгкое, сладкое или сухое и т.д.) и солод какого качества будет использоваться (степень его модифицированности).
Рассмотрим, какие температурные паузы существуют, что происходит на каждой из них, как они влияют на характер пива.

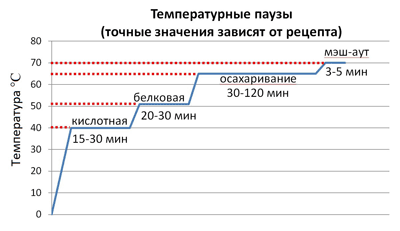
1) Кислотная пауза (35-44℃, 15-60 минут). Во время этой паузы понижается pH затора (т. е. повышается кислотность). Кроме того глюканы, которые делают солод вязким, а пиво могут сделать мутным, разрушаются.
При использовании ржаного, пшеничного, овсяного, а также слабо модифицированного солода кислотную паузу рекомендуется выдерживать в течение 60 минут — концентрация глюканов в этих видах солода очень высока. Если этого не сделать, пиво получится мутным. В то же время в затор можно добавить молочную кислоту или кислый солод — эта мера снимет необходимость выдержки кислотной паузы.
В сильно и хорошо модифицированном солоде (число Кольбаха от 40%) глюканов мало, поэтому они не влияют на качество сусла и конечного пива. Однако если при использовании конкретного солода пиво получается мутным, в ходе следующей варки стоит выдерживать как минимум 15-минутную кислотную паузу.
2) Белковая пауза (45-59℃, 15-30 минут). Цель паузы — расщепление белков для получения полнотелого пива с устойчивой пенной шапкой. Кроме того, во время этой паузы из солода высвобождается крахмал, который в дальнейшем распадётся на сбраживаемые и несбраживаемые сахара.
Белковую паузу целесообразно проводить при использовании солода с числом Кольбаха от 30 до 44%, а также при использовании в заторе помимо хорошо модифицированного солода также и несоложенного зерна (более 25% от всей смеси). Рекомендуемая температура от 49 до 54℃. Оптимальная длительность паузы 20-30 минут.
Сильно модифицированный солод (число Кольбаха от 44%) не нуждается в этой паузе, так как все белки в нём уже расщеплены.
3) Осахаривание (60-72℃, 30-120 минут). Ключевая пауза в процессе затирания. Во время этой паузы происходит распад крахмала на сбраживаемые и несбраживаемые дрожжами сахара. Сбраживаемые сахара дрожжи переработают в спирт, а несбраживаемые останутся в неизменном виде — они определяют сладость и полнотелость пива. Осахаривание производится с помощью двух ферментов:
Осахаривание можно проводить при «средней» температуре (66—67°C). Тогда в результате получится сбалансированное пиво с умеренным телом, не слишком сладкое. При затирании с одной (осахаривание) или двумя (белковой и осахаривания) температурными паузами выдерживают именно эту температуру в течение 60 минут
4) Мэш-аут (76-78°C, 3-5 мин). Технически мэш-аут не считается температурной паузой, это скорее просто этап, на котором высокая температура деактивирует ферменты. Мэш-аут также нужен для того, чтобы сделать затор менее вязким и подготовить его к фильтрации сусла (проводят сразу после затирания). Обратите внимание, во время мэш-аута нельзя допускать падения температуры ниже 76℃, в противном случае ферменты снова активизируются.
Модифицированность солода и её влияние на выбор пауз
При затирании необходимо учитывать степень модифицированности солода — она влияет на количество температурных пауз, которые требуется выдержать, а также на их длительность.
Модифицированность солода определяется степенью расщепления в нём глюканов и белков. Процесс модификации происходит в зерне естественным путём в ходе соложения: глюканы и белки, содержащиеся в нём, разрушаются и преобразуются в ферменты. Чем выше степень расщепления (а значит и выше количество ферментов) в солоде, тем выше степень его модифицированности.
Определить степень модифицированности солода можно, опираясь на число Кольбаха — этим индексом определяется соотношение растворимых белков к их общему количеству. Считается, что слабо модифицированный солод имеет индекс не выше 30-35%, число Кольбаха умеренно модифицированного солода лежит в пределах 36-40%, хорошо модифицированный имеет индекс 40-44%, а сильно модифицированный — 44-48%.
В большинстве случаев современный солод известных производителей является умеренно (число Кольбаха 36-40%) или хорошо (40-44%) модифицированным.
Влияние степени модифицированности солода на количество температурных пауз при затирании
Сильно модифицированный солод (ч. Кольбаха 44-48%). В сильно модифицированном солоде степень расщепления глюканов и белков высока. Поэтому для получения сусла остаётся запустить только процесс преобразования крахмала в сахара, т. е. выдержать температурную паузу осахаривания и провести мэш-аут.
Хорошо модифицированный солод (ч. Кольбаха 40-44%). То же самое касается хорошо модифицированного солода. Однако, выдержав помимо осахаривания и белковую паузу, можно улучшить выход экстракта из солода, а также сделать пиво более полнотелым.
Слабо (ч. Кольбаха 30-35%) и умеренно (ч. Кольбаха 36-40%) модифицированный солод. Слабо и умеренно модифицированный, а также домашний солод требует выдержки всех температурных пауз, так как процесс образования ферментов в нём не завершился.

Выбор температурных пауз в зависимости от желаемых характеристик пива
Понимание процесса затирания позволяет создавать пиво с желаемыми характеристиками — сухое или сладкое, бархатистое или терпкое, и т.д.
В процессе затирания можно повлиять на следующие характеристики пива:
Рекомендуемые параметры затора при однопаузном затирании (только осахаривание и мэш-аут)
При таких показателях получается сусло с отличным солодовым вкусом и хорошей сбраживаемостью.
Диастатическая сила и затирание в домашнем пиве
 В этой статье мы рассмотрим технический вопрос о диастатической силе при затирании чисто зернового пива. Хотя эта тема редко затрагивается, она является весьма важной, особенно для домашних пивоваров, варящих пиво с использованием высокого содержания неячменного или специального зерна. Также этот вопрос важен для пивоваров, использующих частичное затирание, потому что они часто используют при затирании высокий процент специального зерна.
В этой статье мы рассмотрим технический вопрос о диастатической силе при затирании чисто зернового пива. Хотя эта тема редко затрагивается, она является весьма важной, особенно для домашних пивоваров, варящих пиво с использованием высокого содержания неячменного или специального зерна. Также этот вопрос важен для пивоваров, использующих частичное затирание, потому что они часто используют при затирании высокий процент специального зерна.
Процесс затирания
Мы начнем рассказывать о диастатической силе с процесса соложения. Как уже рассказывалось в статье Соложение в домашних условиях ( Malting at Home ), процесс соложения состоит в том, что мы помещаем зерна ячменя в воду и проращиваем их до тех пор, пока проросток (маленький листок, растущий внутри оболочки) достигает длины, сравнимой с длиной самого зерна. После этого солод сушится в печи, крохотные проростки отпадают, и получается соложеный ячмень. Для приготовления темных и специальных солодов, солод обжаривается в течение различного времени и при разных температурах, и получаются разные сорта, от карамельного солода до жареного солода для стаутов.
Главной целью процесса соложения является разрушение белковой структуры зерна и создание условий для процесса затирания. Часто можно слышать термин «модификация» солода. В высоко модифицированном солоде почти все белковые связи нарушены, а в частично модифицированном солоде содержится значительная часть неферментируемых белков и сложных сахаров. Другое следствие процесса соложения – это выработка энзимов (в особенности бета амилазы), необходимых для затирания.
Диастатическая сила
Диастатическая сила определяется ферментативной активностью самого солода, его способностью расщеплять крахмалы на более простые сбраживаемые сахара во время процесса затирания. Термин «диастатический» относится к «диастазным» энзимам. Есть два «диастазных» энзима, альфа амилаза и бета амилаза. Эти энзимы могут быть знакомы многим, кто уже какое-то время занимается чисто зерновым пивоварением, так как это главные активные энзимы, участвующие в затирании в нормальном температурном диапазоне 148-158°F (64,44-70°C).
Почему все это должно беспокоить обычного рядового домашнего пивовара? Если в вашем заторе недостаточное количество диастатических энзимов, то во время затирания расщепление сложных сахаров не будет осуществлено должным образом. У вас получится частично сброженное очень сладкое пиво с очень низким содержанием алкоголя.
Вы можете узнать значения диастатической силы в градусах Линтнера для многих распространенных солодов из спецификаций поставщиков или из базы данных сайта BeerSmith. Давайте посмотрим на значения градусов Линтнера для нескольких часто используемых сортов солода:
При внимательном взгляде на эти данные бросаются в глаза некоторые вещи. За исключением самых светлых специальных основных солодов, таких, как Венский или Мюних, немногие специальный солода имеют очень высокую диастатическую силу. Так как все энзимы, требующиеся для ферментации затора, содержатся в основном солоде, то выбор хорошего основного солода очень важен. Пшеничные солода имеют диастатическую силу почти равную ячменным, поэтому они могут использоваться в больших пропорциях при приготовлении пшеничного пива.
Диастатическая сила в чисто зерновой варке и варке с частичным затиранием
Как все это отражается на варке чисто зернового пива? Очевидно, что если вы варите чисто зерновое пиво с основным солодом, имеющим высокую диастатическую силу, например американским шестирядным, то у вас будет достаточно энзимов для ферментации сусла, и к тому же ферментация будет проходить гораздо быстрее. А если вы будете использовать британский двухрядный солод с низкой диастатической силой и большое количество специальных солодов, то расщепление сахаров произойдет, но потребует значительно большего времени.
Некоторые отдельные стили тоже могут представлять проблему для чисто зернового пивовара. Возьмем, например, Белджен Вит (Belgian Wit), который обычно варят из 60% светлого солода и 40% несоложеной пшеницы (часто в хлопьях или торрефицированной). Если вы примените бельгийский светлый солод с низкой диастатической силой в качестве основного, то может потребоваться очень долгое затирание, так как несоложеная пшеница не привносит в процесс энзимов. Ферментация зерна, скорее всего, произойдет (в любом случае ферментируется лишь малое количество несоложеной пшеницы), но полная ферментация потребует длительного времени.
Диастатическая сила играет еще более важную роль при варке пива с частичным затиранием. Многие начинающие пивовары склонны к тому, чтобы взять несколько фунтов специальных солодов и попытаться затирать их без основного светлого солода. Это может привести к очень плохой ферментации, потому что для процесса не хватает энзимов. Важно, чтобы вы делали затирание с достаточным количеством основного солода, чтобы обеспечить нужное количество энзимов.
Оценка диастатической силы затора
Чтобы быстро определить, имеет ли затор достаточную диастатическую силу при чисто зерновой варке или варке с частичным затиранием, я рекомендую просто усреднить диастатическую силу ингредиентов и посмотреть, будет ли полученный результат больше значения в 30 градусов Линтнера, которое является минимальным значением для успешной ферментации. Общая диастатическая сила вашего затора будет суммой диастатических сил каждого ингредиента, умноженных на его вес и деленных на общий вес зерна. Чтобы получить это значение, можно просто умножать диастатическую силу каждого вида зерна на вес этого зерна, все сложить и затем разделить на общий вес всего зерна.
Хочу заметить, что приведенные выше вычисления являются грубым приближением, потому что специальные солода только частично ферментируемы и содержат много неферментируемых крахмалов, но лично я предпочитаю ошибиться в сторону большего количества энзимов, чем их недостатка. Кроме того, мне не нравится ждать целую вечность, пока не закончится затирание, поэтому я часто стремлюсь получить цифру выше, чем минимальные 30°L. Еще должен заметить, что эти вычисления нужны только для заторов с высоким процентным содержанием специальных солодов, так как современные основные солода имеют очень высокую диастатическую силу.
| Опубликовал(а): Kinomann Источник: http://beersfan.ru |
Будьте девятым кто оценит статью
Станьте третьим кто напишет комментарий к этой статье
Миф о модификации солода
Мы часто слышим слова о том, что весь современный солод достаточно хорошо модифицирован и не требует дополнительных температурных пауз. Однако это очередной миф. В этом я полагаюсь на Грегори Нунана, автора книги «New Brewing Lager Beer». В главе про солод автор приводит свои аргументы и рассказывает о параметрах, по которым мы сами можем судить о степени модификации солода.
Таблица анализа солода
| Параметры | Традиционный, двурядный пилс | Европейский, двурядный пилс | Американский, двурядный пивоваренный | Американский, шестирядный пилс | Английский, двурядный пейл |
|---|---|---|---|---|---|
| Влажность, % | 3.4-4.5 | 3.5-4.5 | 3.5-4.5 | 3.5-4.5 | 1.5-3.5 |
| Цветность, SRM (°L, ACBC) | 1.2-1.6 | 1.4-1.8 | 1.4-2.0 | 1.4-2.0 | 2.0-2.7 |
| Цветность, EBC° | 2.0-3.0 | 2.5-3.5 | 2.5-4.0 | 2.5-4.0 | 4.0-6.0 |
| Экстрактивность, DBFG | 80.0-82.0 | 80.0-82.0 | 79.0-81.5 | 78.0-79.5 | 80.5-82.5 |
| Экстрактивность, DBCG | 78.0-80.5 | 78.0-80.5 | 77.0-80.5 | 76.0-78.1 | 79.0-81.5 |
| FG-FC, разница | 1.5-2.2 | 1.5-2.0 | 1.0-2.0 | 1.4-2.0 | 1.0-1.5 |
| HWE (L°/кг при 20 °C) | 309-316 | 309-316 | 305-315 | 301-307 | 311-318 |
| CWE | 16-18 | 18-20 | 18-21 | 18-21 | 18-22 |
| Hartong 45, % | 30-34 | 32-38 | 36-42 | 38-42 | 36-42 |
| Альфа-амилаза, DU | 44-48 | 40-48 | 40-45 | 35-45 | 25-35 |
| DP, °Linther | 70-100 | 75-110 | 100-150 | 125-160 | 50-70 |
| DP, °WK | 200-325 | 220-350 | 375-450 | 400-500 | 150-220 |
| Осахаривание, мин | 10-15 | 10-15 | 5-10 | 5-10 | 10 |
| Белок, % | 9.0-11.0 | 9.0-11.0 | 11.5-12.5 | 12.0-13.5 | 9.0-10.0 |
| Растворимый белок, % | 3.0-4.2 | 3.5-4.6 | 4.2-5.3 | 4.8-5.8 | 3.5-3.8 |
| TN, % | 1.4-1.75 | 1.4-1.75 | 1.8-2.0 | 1.9-2.2 | 1.4-1.55 |
| TSN, % | 0.48-0.67 | 0.50-0.75 | 0.65-0.85 | 0.70-0.93 | 0.50-0.60 |
| SNR, % (S/T, SN/TN, %) | 33-38 | 36-42 | 36-42 | 40-45 | 38-42 |
| Мучнистый, % | 92-97 | 95-97 | 95-97 | 92-97 | 97-99 |
| Полустекловидный, % | 2-8 | 2-4 | 2-4 | 2-8 | 1-3 |
| Стекловидный, % | 0-1 | 0-1 | 0-1 | 0-1 | 0 |
| Рыхлость, % | 80-85 | 80-90 | 80-90 | 75-85 | 85-95 |
| On 7/64″ scrn.-plump, % | 75-85 | 75-85 | 60-70 | 45-55 | 80-85 |
| On 6/64″ screen, % | 10-20 | 10-20 | 20-30 | 35-45 | 10-20 |
| On 5/64″ scrn., % | 0-3 | 0-3 | 7-13 | 10-20 | 0-2 |
| Thru 5/64″ scrn.-thin, % | 0-2 | 0-2 | 0-2 | 0-2.5 | 0 |
| pH сусла | 5.8-5.9 | 5.7-5.9 | 5.7-5.9 | 5.7-5.9 | 5.5-5.8 |
| Вязкость сусла, сП | 1.65-1.75 | 1.55-1.65 | 1.52-1.62 | 1.60-1.70 | 1.45-1.55 |
| Запах затора | ароматный | ароматный | ароматный | ароматный | ароматный |
| Скорость фильтрации | низк.-средн. | средн.-выс. | средняя | низк.-средн. | средн.-выс. |
| Прозрачность сусла | чист.-сл. мутное | чистое | чистое | сл. мутное | чистое |
Далее я поясню англоязычные термины и попробую на примере солода N провести его анализ на качество.
Влажность
Этот термин не должен вызвать проблем. Влажность солода не должна превышать 6%, т.е. в 100 кг солода не должно быть больше 6 литров воды. Чем суше солод, тем меньше опасность его заражения плесенью. Чем качественней солод, тем он суше.
Цветность
Для передачи цветности солода используются две основные единицы. В основе SRM (Standard Research Method) лежит цветность по Ловибонду. Другая единица EBC (European Brewing Convention) равна примерно 1,97*SRM. Объяснять эти значения я не буду, этот вопрос хорошо освещён в рунете.
Экстрактивность, DBFG
Выход экстракта при нулевой влажности, тонкий помол, полученный в лаборатории ASBC(American Society of Brewing Chemists). В процессе зерно мелется на дисковой мельнице Бюлер-Миаг, с установленным зазором 0,2 мм. С выходом 40% муки. Этот метод даёт максимальный выход экстракта и хорошо отражает качество солода. Любой базовый солод должен давать не менее 78% экстракта по DBFG (dry basis, fine grind).
FG-CG
Разница в экстрактивности по методу DBFG и DBCG показывает степень модификации солода. Солод с разницей 2.2% годится для отварочного метода затирания. Однако не рекомендуется использовать солод с разницей более 2.0%. Солод с разницей в 1.8% подходит для настойного метода затирания. Эти методы в целом повторяют европейские EBC. Условно их можно считать взаимозаменяемыми.
HWE (Hot Water Extract)
Метод для определения экстрактивности по методо IoB (Institute of Brewing). Для этого используется конгрессионый метод затирания EBC. Фильтрация идёт под давлением, это стандартный метод получения экстракта в химии. Из значения HWE можно получить значение DBFG путем его деления на 3,86.
CWE (Cold Water Extract)
Ещё один метод, использующий грубый помол солода. При этом происходит трёх-четырёх часовое замачивание затора при 20°C. По этому параметру можно судить о модификации солода. Чем больше значение CWE, тем лучше растворены клеточные оболочки эндосперма бета-глюканазой, тем больше солод содержит растворимого крахмала и белка. Значение 18 указывает на хорошо модифицированный солод, 20 де указывает на избыточно модифицированный солод. Диапазон с 18 до 22 подходит для настойного метода затирания. Диапазон с 15 до 18 подходит для отварочного метода затирания. Для получение полной картины необходимо обращать внимание на количество растворимого белка в солоде.
Hartong 45 (VZ45)
Затирание по Гартонгу-Кечмеру при 45°C позволяет определить степень модификации солода. Для этого используется всё тот же конгрессионый метод затирания EBC. Ранее существовал метод 4-х затираний (его описывает Кунце), сейчас не используется. Хорошо модифицированный солод по методу четырёх затираний имел показатель более 5.
Альфа-амилаза
Метод, используемый ABSC для определения DU (dextrinazing units) солода. Один DU показыват количество альфа-амилазы, необходимое для осахаривания 1 грамма растворимого крахмала при 20°C. Так 100 грамм шестирядного солода дадут 35-45 единиц. Излишне модифицированный солод даёт меньше DU.
DP, °Linther
Диастатическая сила, по методу ABSC. DP показывает диастатическую силу комбинации альфа-амилазы и бета-амилазы. Единицы IoB DP дают тот же результат что и °Linther.
DP, °WK
Диастатическая сила, градусы Виндиша-Кольбаха. Метод измерения диастатической силы EBC. °WK=(°Lin*3,5)-16.
Скорость осахаривания
Отражает степень модификации и диастатическую силу солода. Время, за которое затор, полученный в лабораторных условиях, перестаёт показывать положительный тест с йодом.
Белок
Содержание белка в солоде. Получают это число умножением процентного соотношения азота на 6,25.
Растворимый белок
Белковые соединения, которые при проведении затирания по конгрессному способу, переходят в сусло.
TN
Отражает процентное содержание азота в солоде.
TSN
Азотосодержащие соединения, которые при проведении затирания по конгрессному способу, переходят в сусло.
SNR
SNR или Число Кольбаха, отношение растворимого белка (или азота) и общего бела в солоде. Ещё один показатель модификации солода, так значение 38-42 подходит для настойного затирания. Для традиционного лагерного солода 30-33 означает недостаточную модификацию, а 37-40 излишнюю модификацию. При достижении больших величин (SNR=50) у пива может быть очень жидкое тело.
Рыхлость, %
Ещё один способ для определения модификации солода. Метод ASBC/EBC измеряет процент рыхлых зёрен и процент немодифицированных зерён путём помола, просеивания и взвешивания. Любой солод должен быть на 80% рыхлым, для настойного сопособа рыхлость должна составлять 85%.
Размер
Для определения размера зерна, солод просеивается через сито с диаметром отверстий равным 2,2 мм. Размер зерён должен быть одинаковым хотя бы на 90%, пивовары же требуют величины 95%.
pH сусла
Базовые солода должны давать сусла с показателем pH 5,5-5,8. Элевые солода дают сусло чуть с меньшим значением, лагерные с немного более высоким.
Вязкость сусла, сП
Вязкость сусла определяет степень расщепления бета-глюканов (из них состоят оболочки клеток эндосперма) при соложении. Это параметр важен для скорости фильтрации сусла.
Запах затора
Главным образом служит для определения посторонних запахов.
Скорость фильтрации
Слабая модификация снижает скорость фильтрации сусла. На скорость фильтрации отрицательно влияет высокое содержание белков и бета-глюканов.
Чистота сусла
Пивовары обычно допускают небольшую мутность сусла. Этот показатель указывает на содержание белка и крахмала.
Заключение
Что я хочу сказать в итоге. Часто можно прочитать отзывы о том, что современный солод полностью модифицирован, что паузы не нужны. На самом деле это не совсем верно. Можно обойтись одной паузой и упростить себе жизнь. Каждый солод имеет свои особенности и должен затираться в соответствии со своими характеристиками. Даже солод от компании Ваерманн требует белковой паузы. По словам Гордона Стронга (довольно известный деятель в домашнем пивоварении) он получал белковое помутнение при использовании солода Pilsner Malt. Полностью модифицированы скорее американские солода, но это для нас не особо актуально. Такая модификация не идёт на пользу богатству вкуса пива.