ОСНОВНЫЕ ХАРАКТЕРИСТИКИ ASA ПЛАСТИКА
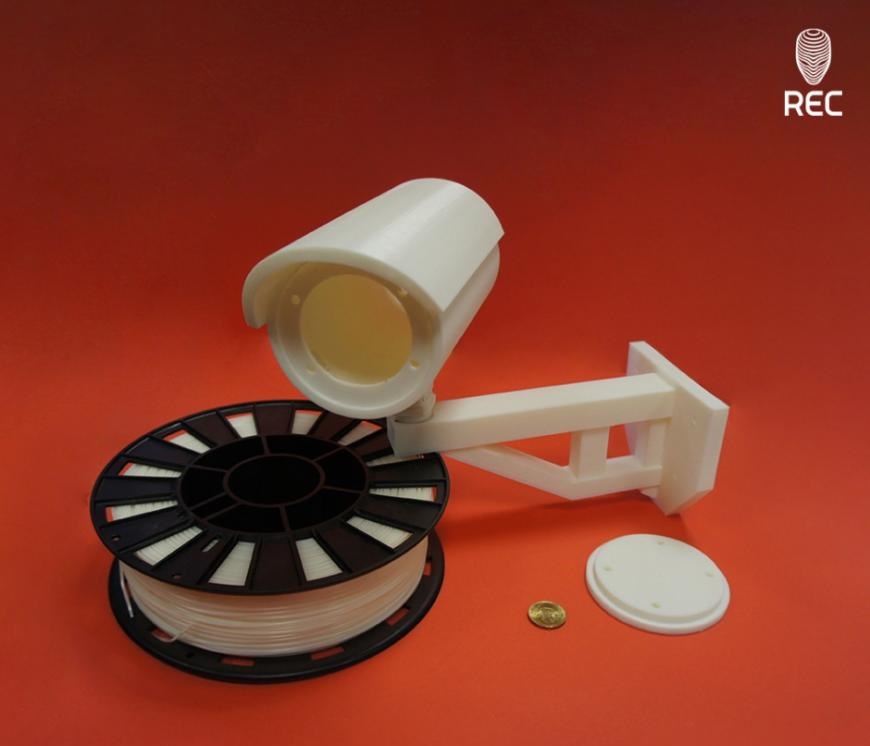
Примеры применения ASA
Наружные детали автомобиля. Решетки радиаторов. Корпус зеркала заднего вида. Детали сельскохозяйственных машин. Детали морских и речных судов.
Корпусные детали бытовой техники. Корпуса телефонов, мобильных телефонов. Корпусные детали кухонного оборудования (аппаратов для варки кофе, микроволновых печей, сырорезок и др.). Корпуса электрических зубных щеток. Решетки воздушных кондиционеров. Корпусные детали вентиляторов.
Светотехника. Плафоны ламп. Датчики для применения вне помещения. Наружные выключатели. Выключатели для ванных комнат. Корпусные детали электрооборудования для эксплуатации вне помещения.
Детали корпуса спутниковой антенны. Садово-парковое оборудование. Разбрызгиватели для полива. Тележки.Оборудование для пляжей, бассейнов.
Дорожные указатели. Сигнальные огни. Детали наружной рекламы. Детали кресел. Почтовые ящики. Ящики для огнетушителей.
Аксессуары для гольфа. Рекреационное оборудование. Оборудование для ванных комнат. Игрушки. Модели машин и судов. Спортивные товары. Доски для серфинга.
Особенности 3Д печати АSA
Рекомендаций по 3д печати ASA вы можете найти много различных вариантов. Но в этом разделе представлены результаты тестирования режимов 3д печати ASA от MonoFilament.
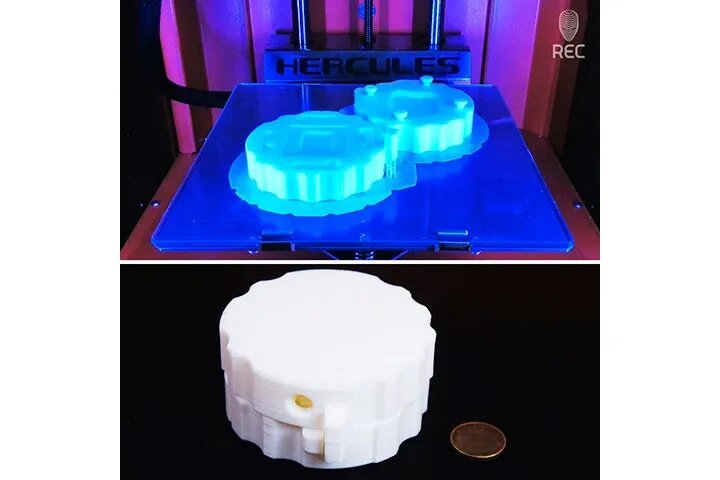
Первое, что хотелось бы отметить, это то, что для 3д печати ASA, как и ABS предпочтительно использовать 3д принтер с закрытой камерой, чтобы предотвратить растрескивание и усадку деталей при охлаждении. Температурные режимы экструдера (в нашем случае) оптимальные были от 250 до 255 °С, на выбор температуры так же влияет скорость печати, чем выше скорость тем выше необходима температура. Если вы хотите получить хорошее качество печати и высокую адгезию между слоями, то печатать ASA нужно на низких скоростях 30-40 мм/с. Но не забывайте, что это только рекомендации, и все зависит от требований, предявляемых к вашему изделию. Это связано с тем, что ASA при быстром охлаждение склонен к деламинации. Хотелось бы отметить, что для ASA температура экструдера может колебаться в диапазоне от 245-265°С в зависимости от расхождения точности показаний температуры на разных сборках 3д принтеров. Температура платформы 115-125°С. При температуре платформы ниже 110 °С наблюдалась межслойная деламинация даже в закрытом принтере (ниже на фото).

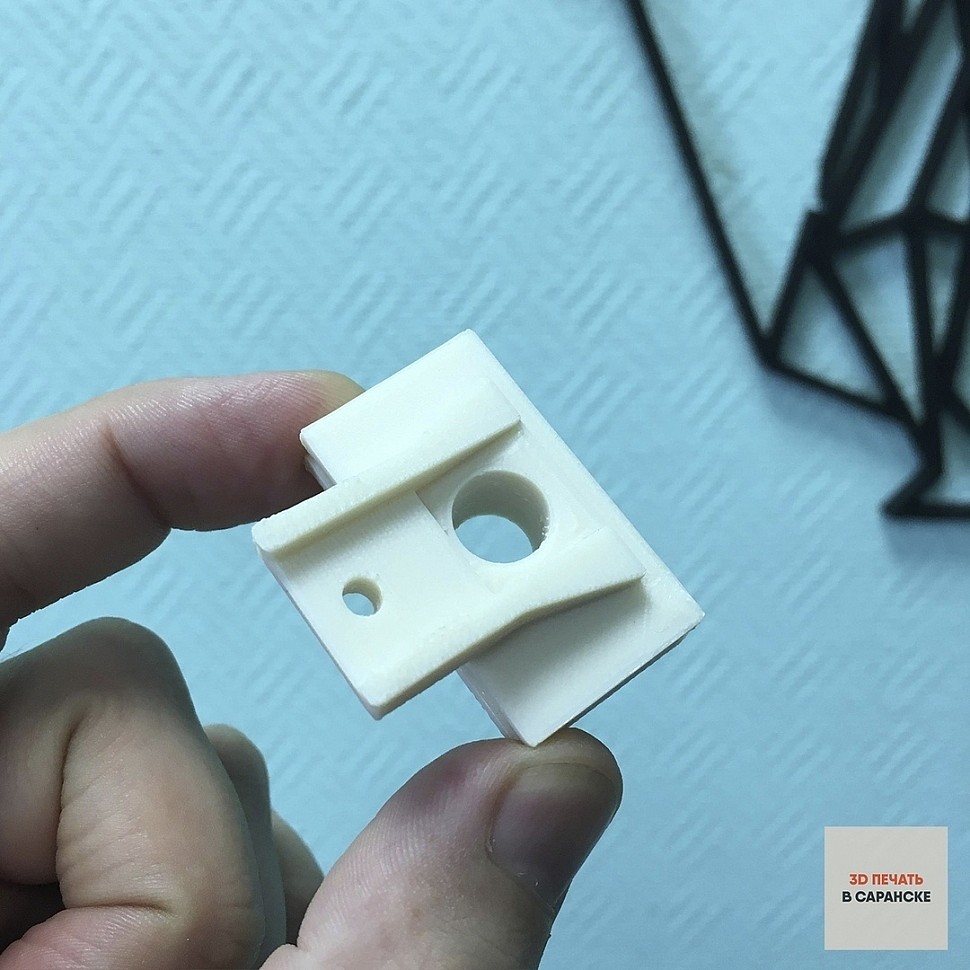
Несмотря на использование термоковрика для 3д печати Bluepad от компании FLASHFORGE, присутствует отлипание модели от стола. Чтобы полностью защитить деталь от коробления мы сделали рафт с АБС+, что помогло избавиться от этой проблемы, а для печати на чистое стекло –лучше дополнительно использовать раствор АBS в ацетоне или другие адгезивы.
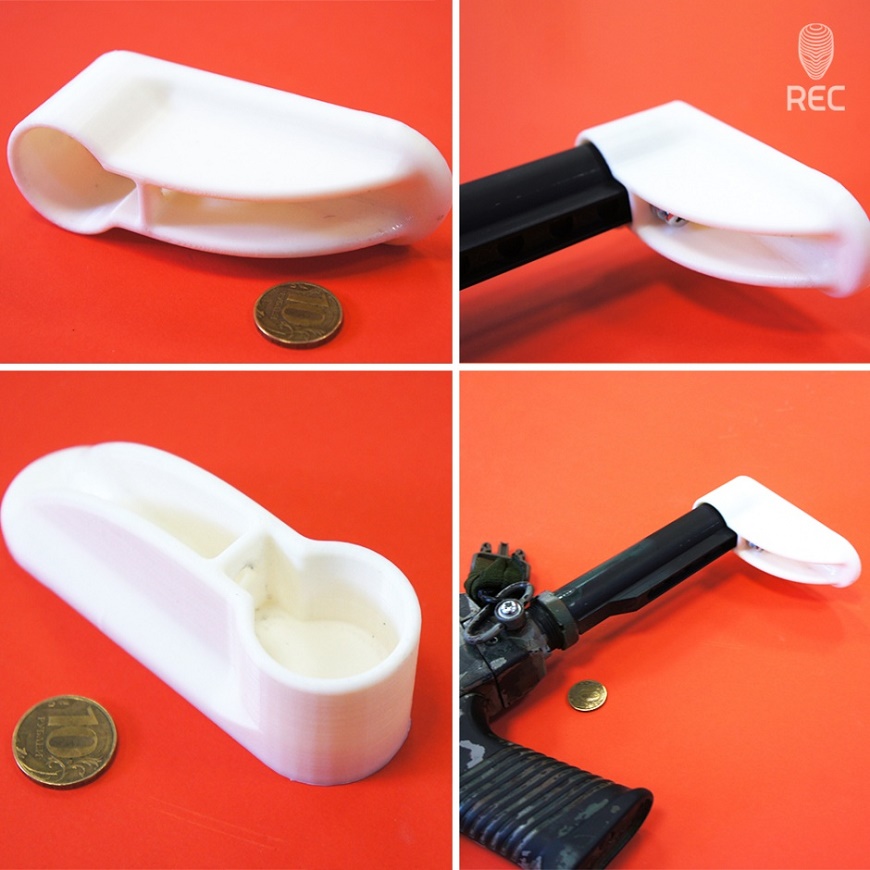
Если ваша модель требует использования поддержек и рафта,то при печати ASA отделить их будет очень сложно. Лучше всего в этом случае для поддержек использовать растворимые поддержки с HIPS пластика.


Недостатком АSA пластика, по большому счету, можно считать присутствие запаха стирола при 3д печати, и необходимым есть использование помещений с хорошей вентиляцией.
Компания MonoFilament предлагает приобрести АSA пластик высокого качества и по приемлемым ценам.
Материал asa что это
Справочник по литьевым термопластичным материалам
Guide of thermoplastics for injection molding
АСА-сополимер (ASA)
И.А. Барвинский, И.Е. Барвинская
Опубликовано: 2001. Обновление: 21.03.2018
| Название и обозначения Зарубежные: Acrylonitrile styrene acrylate, ASA. |
| Класс, группа материалов |
| Общая характеристика и свойства (приводятся характерные значения показателей для литьевых марок, выпускаемых современной промышленностью) Примечания: |
| Примеры применения Наружные детали автомобиля. Решетки радиаторов. Корпус зеркала заднего вида. Примечания: Температура материального цилиндра может значительно отличаться от фактической температуры расплава из-за диссипативного тепловыделения при течении вязкой жидкости и других факторов. Фактическую температуру расплава нельзя определить путем ее измерении при открытой литьевой форме. |
| Типичные проблемы литья под давлением Неустойчивое заполнение: струйное заполнение (имеет низкое разбухание расплава), следы течения, тигровые полосы, мутные или матовые пятна вблизи впуска и др. |
| Технологическая усадка при литье под давлением Примечания: Технологическая усадка литьевых термопластичных материалов может выходить за пределы диапазона значений, определенного на стандартных образцах. Она зависит от конструкции изделия и литьевой формы, а также технологического режима литья. Подробнее о колебании усадки. ASA (REC Eternal): описание, преимущества, параметры печатиАкрилонитрилстиролакрилат (АСА, ASA), предлагаемый нашей компанией под наименованием REC Eternal — это близкий родственник АБС-пластика, но с рядом преимуществ, самое главное из которых заключается в возможности продолжительной эксплуатации на открытом воздухе. Основные преимущества и недостатки АСА (REC Eternal)Акрилонитрилбутадиенстирол (АБС, ABS) входит в тройку наиболее популярных материалов для FDM 3D-печати наряду с ПЛА и ПЭТГ в силу хороших физико-механических характеристик и относительной дешевизны. В то же время у этого полимера есть один существенный недостаток: он быстро деградирует под воздействием ультрафиолетового излучения, а потому малопригоден для эксплуатации на открытом воздухе. Если этот фактор играет ключевую роль, возьмите пример с автомобильной промышленности и присмотритесь к АСА: этот материал очень схож с АБС и по составу, и по свойствам, но при этом отлично держит «солнечный удар». Отсюда и название нашего филамента — Eternal или «вечный». Еще одно преимущество заключается в пониженной термоусадке. АБС хорошо известен склонностью к деформациям и даже растрескиванию при слишком быстром охлаждении, из-за чего этим материалом настоятельно рекомендуется печатать в термокамерах и обязательно на подогреваемом столике. В случае с АСА термоусадка выражена не так сильно, хотя все равно дает о себе знать: печатать все равно необходимо в закрытой камере и с подогревом платформы, но, по-крайней мере, риск получения брака будет значительно ниже. Общие характеристики REC Eternal (ASA):Механические характеристики REC Eternal (ASA): Рекомендации по подготовке к 3D-печати ASA (REC Eternal)При 3D-печати филаментом REC Eternal рекомендуется использовать 3D-принтеры с термокамерами, так как материал проявляет достаточно высокую склонность к термоусадке. Быстрое охлаждение может привести к деформации или расслоению моделей, а также отрыву изделия от столика во время 3D-печати. Как минимум, необходимо печатать на подогреваемом столике. В большинстве случаев обдув укладываемых слоев не требуется и даже противопоказан по обозначенной выше причине. При соблюдении температурного режима АСА дает хорошую межслойную адгезию, а для повышения схватываемости с поверхностью столика можно использовать дополнительные адгезионные средства в виде клеев, лаков для волос, пленок или нашего универсального состава The3D.
Если этого окажется недостаточно, добавьте с помощью слайсера рафт или юбку — вспомогательные структуры под и вокруг детали (как на иллюстрации выше ), увеличивающие площадь соприкосновения первого слоя с поверхностью и тем самым снижающие риск отрыва детали от стола. Старайтесь избегать превышения рекомендуемых температур экструзии, так как это может отрицательно повлиять на физико-механические характеристики печатаемых изделий, привести к образованию нагара, забиванию сопла и повышенному выделению вредных испарений. Перед началом 3D-печати убедитесь, что пластик не покрыт пылью, способной образовать нагар в хотэнде. Если пластик запылился, рекомендуется пропустить филамент через простой поролоновый фильтр по пути от катушки к хотэнду. Рекомендуемые настройки для 3D-печати материалом ASA (REC Eternal):Постобработка REC Eternal (ASA)Как и АБС, АСА хорошо поддается покраске и механической обработке, включая резку, шлифование, сверление и другие методы. Для сглаживания слоев и получения глянцевых поверхностей можно использовать обработку ацетоном — либо кистью, либо парами растворителя. Раствор пластиковой крошки в ацетоне можно применять в качестве клея для повышения адгезии со столиком 3D-принтера, а также для ремонта или склеивания изделий из нескольких частей. Помимо ацетона можно использовать дихлорэтан и дихлорметан, но имейте в виду, что это тоже летучие и при этом более токсичные вещества. При работе с любыми из вышеперечисленных растворителей не забывайте про технику безопасности — хорошую вентиляцию и защиту для рук и глаз. Хранение REC Eternal (ASA)Старайтесь хранить пластик в сухом месте, а еще лучше в герметичном пакете или контейнере с силикагелем для защиты как от влаги, так и пыли. Если филамент все же наберет влагу, это будет проявляться в виде различных дефектов печатаемых изделий, а непосредственно во время печати — сопровождаться выделением пара, шипением, щелчками, нестабильной экструзией. В таких случаях пластик необходимо просушивать перед 3D-печатью с использованием специализированного оборудования, либо подручных средств, например фруктосушилки или электрической духовки. Делать это необходимо аккуратно — не торопясь и выдерживая температурный режим. Как правило, достаточно четырех часов при температуре 60°С. Подробно о правильном хранении и сушке различных пластиков для 3D-печати рассказывается в отдельных статьях по ссылкам ниже: Безопасность REC Eternal (ASA)При отсутствии эксплуатационных нарушений изделия из АСА безопасны, но непосредственно во время 3D-печати необходимо принимать меры предосторожности. Как и в случае с АБС, одним из компонентов АСА служит стирол — вещество токсичное и канцерогенное. По этой причине категорически рекомендуется не превышать допустимые температуры экструзии и сушки. Хотя концентрация летучих органических веществ во время 3D-печати не превышает допустимые уровни, мы рекомендуем никогда не рисковать и работать в хорошо проветриваемых помещениях, по возможности оборудованных вытяжкой. Испытания REC Eternal (ASA)Наша компания последовательно проводит испытания выпускаемых материалов для 3D-печати. С отчетами об испытаниях REC Eternal можно ознакомиться по ссылкам ниже: Материалы для 3D печати. Печатаем ASA
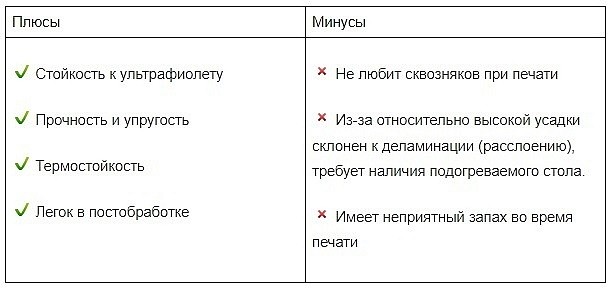
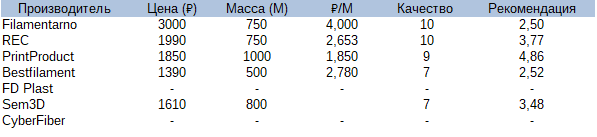
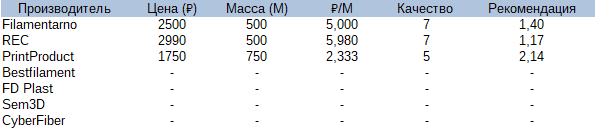
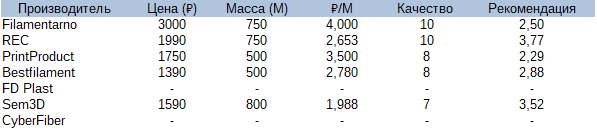
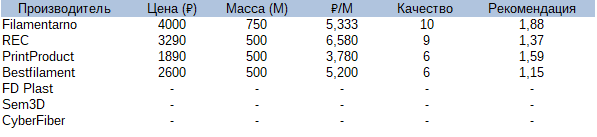
ASA (Акрилонитрил-стирол-акрилат) — атмосферостойкий пластик. Аналог ABS, но более стойкий к ультрафиолетовому излучению. Не желтеет на открытом воздухе. Но в этой статье попытаемся описать, какие еще могут быть отличия этих пластиков. А также разберем основные моменты работы с ASA-пластиком. Помимо того, что этот филамент для печати на 3D-принтере прочный, жесткий и относительно простой для печати, ASA также чрезвычайно устойчивый материал к химическому воздействию, нагреву, к изменениям формы и цвета. Еще одно незначительное преимущество использования ASA по сравнению с ABS состоит в том, что он меньше деформируется во время печати. Но будьте осторожны с тем, как вы отрегулируете обдув модели на вашем принтере, ASA очень чувствителен к «излишкам» охлаждения. В каких случаях стоит использовать ASA-пластик? ASA-пластик используют для печати наружных изделий контактирующих с атмосферой, таких как внешние элементы автомобилей; розеток наружного размещения, спортивного инвентаря. В общем — для печати изделий, которые должны эксплуатироваться в любых погодных условиях. Параметры печати: Технические характеристики Bestcоветы Выбор материалов для 3д печати. Часть 2.Подпишитесь на автораПодпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях. Отписаться от уведомлений вы всегда сможете в профиле автора. Статья относится к принтерам:С вами вновь на связи 3DMindex. Прошлая статья получила некий отклик, поэтому приняв во внимание всю критику я решил продолжить написание статей по этой теме. Напоминаю вновь, что я пишу о материалах для 3д-печати в доступной форме, сравниваю одинаковые материалы от разных производителей, рассказываю об опыте использования данного материала на различном оборудовании, подвожу собственный рейтинг производителей и говорю о целесообразности использования того или иного материала, косвенно затрагиваю параметры печати. Сразу прикрепляю ссылку к предыдущей статье: (https://3dtoday.ru/blogs/3dmindex/vybor-materialov-dlya-3d-pecati-cast-1) Оборудование на котором работаю я : Hercules Strong. В своей работе я сталкивался с множеством принтеров, такими принтерами как Ultimaker S2, Up mini, Picaso Designer (различных версий), Magnum Creative 2 PRO, Zenith, Raise N2, VolgoBot версии А4 PRO, и другие. Список производителей все тот же: Filamentarno, REC, PrintProduct, BestFilament, FD Plast, также по некоторым позициям были добавлены CyberFiber и Sem3d. По традиции всю информацию я искал с разных сайтов, и заправлял их нотой субъективного мнения. То о чем знают не всеЭта статья так сказать будет своеобразным подступом к “инженерным пластикам”, в ней я расскажу о таких материалах как: PC, FLEX, TPU, PA(Nylon), PP, ASA, также частично будет затронут вопрос композитов. Ко всем данным материалам добавляется один нюанс, который необходимо строго соблюдать при работе: ВСЕ ДАННЫЕ МАТЕРИАЛЫ ПЕРЕД РАБОТОЙ НЕОБХОДИМО ПРОСУШИТЬ №1 ASAДанный материал хорошо зарекомендовал себя при печати всяких кронштейнов, плафонов и все прочего, что будет находится на открытом воздухе без краски и всяческой обработки. Поскольку это двойник АБС, то для спрятанных узлов подойдет и обычный АБС в целях экономии средств, сам пластик подойдет для механических деталей, но не стоит забывать что он подвержен усталостному износу, поэтому длительные нагрузки ему противопоказаны. Экономическая составляющая: Print Product в лидерах, а Filamentarno в аутсайдерах. Все как всегда связано с ценой изделия, пожалуй в нынешнее время, в эпоху стабильного производство лишь ценообразование играет ключевую роль в принятии конечного решения клиентом. В лучшую сторону хотелось бы отметить компанию REC и Sem3d, т.к. при производстве данного модифицированного материала они не подняли стоимость продукта столько высоко, как это сделали конкуренты. К примеру цена на катушку для ABS и ASA у таких производителя как Bestfilament осталась неизменной, а вот масса с 1000 гр упала до 500. В процентном соотношении цена за конечный продукт выросла на 100%. REC повысил цену на данный материал(от исходного ABS) всего на 25% Подводя вышесказанное могу сказать следующее: если вам необходимо печатать некоторые детали, которые не несут механические нагрузки, можете взять данный продукт у любого производителя к которому душа лежит, или цена устраивает. Если же вы собираетесь печатать что-то вроде корпусов электроприборов, которые должны нести в себе какую-то нагрузку и быть защищены от возгорания, то советую присмотреться к материалу ASA/PC от компании Filamentarno. PP(полипропилен, ПП) — это полужесткий и легкий материал 3д печати, который обычно используется при хранении и упаковке. Полукристаллическая структура PP приводит к тому, что детали 3D-печати сильно деформируются при охлаждении. Это крайне усложняет 3D-печать. Температура экструзии — 240-260°C Температура стола — 45-60°C Межслойная когезия — средняя Адгезия к столу — плохая Сам по себе полипропилен не так прост в печати как кажется, я бы даже сказал, что это один из самых капризных материалов в работе. А проблем в нем несколько: Во-вторых: материалом не получится печатать дешевыми принтерами. Для него необходима минимум пассивная термокамера, которая сохраняет тепло, а не сквозит. На моем Hercules Strong вообще не получается сделать деталь выше сантиметра, Picaso справляется чуть лучше, потому что корпус меньше, и воздух прогревается в целом равномернее. Volgobot в очередной раз вывез своей термокамерой, на нем получалось печатать более менее крупные детали(порядка 120х100х80). Самое тяжелое было найти баланс температуры камеры и обдува между тем, чтобы материал не тек, и при это не расслаивался. К сожалению ни один производитель не дает технических характеристик этого материала, поэтому придется искать в интернете в менее достоверных источниках. Применение: ввиду своей экологичности материал широко применяется в медицине, а также для создания товаров для детей. Также материал хорошо показывает себя как диэлектрик, поэтому нередки случаи применения его в машиностроении. В теории этот филамент является прочным и гибким, он стоек химически и температурно, но для себя я не нашел какого либо применения в быту. У материала хороший потенциал, но весьма трудно-реализуем, быть может его время еще не пришло, а возможно он существует зря. Экономическая составляющая: Ввиду того, что не все компании занимаются выпуском данного филамента, придется рассмотреть лишь трех производителей. В разделе “экспериментальные материалы” REC продает полипропилен по цене 1000р за катушку. Данным материалом я не печатал, но информацию обязательно стоит учесть. Пьедестал победителей перед вами. Как можете заметить, то графа “Качество” сильно просела ввиду особенностей материала. PrintProduct предлагает полипропилен по самой “сдобной” цене, но по своему опыту могу сказать, что с материалом этого производителя я намучился больше всего, также у этого производителя самая большая усадка, среди конкурентов, из-за чего реализация и без того сложного материала становится еще тяжелее. Что касается филамента от REC и Filamentarno то, качество можно считать на одном уровне, разве что у Филаментарно слегка меньше усадка, но она все же есть. Что же до моего мнения так я считаю, что материал за те деньги, за которые нам предлагают не нужен. Даже если откинуть финансовый вопрос на второй план, то актуальной становится проблема печати данным материал. Сам материал требует дорогостоящего оборудования и большого опыта. Для определенных задач можно найти филамент подешевле, да полегче в использовании. Одна из проблем, о которых я говорил выше состоит в том, что материал требует больших температур для печати, а если у вас стоит задачи в печати корпусного изделия с большим диаметром сопла и большой скоростью печати, то дойти до 300°C совсем не сложно. Плюс ко всему для печати необходимо иметь высокую температуру стола, доходящую до 120°C. Даже с учетом этих параметров будет недостаточно печатать высокие и крупные изделия, т.к. для таких нужд будет крайне необходима активная термокамера(как у VolgoBot/CreatorBot/Total Z). Всему виной усадка, не сказать что она огромная, но ее достаточно для того, чтобы во время печати начинались отрываться углы и модель расслаивалась. Прежде чем вы изучите технические характеристики, хочется заметить что из всех представленных производителей лишь только PrintProduct изготавливает PC чистым, остальные же делают его композиционным на основе ABS/ASA. Соответственно множество характеристик будет разниться от производителя к производителя. Сам материал очень прочный, пожалуй это один из самых прочных моно материалов для 3Д-печати. Еще что несомненно радует, так это большой диапазон температур при эксплуатации. Сам материал весьма износостойкий, т.к. напильником он почти не пилится, соответственно он прекрасно подойдет для механических деталей с постоянной нагрузкой. Применение: Материал прекрасно показывает себя в деталях скольжения, различных подшипниках/шестеренках. При наличии активной термокамеры получится и вовсе печатать крупногабаритные корпусные изделия. Также PrintProduct делает данный материал прозрачным, с крайне хорошей светопропускаемостью, что открывает новые двери для воображения и его применения. Лично для меня этот филамент является одним из самых используемых, в случае печати каких-то функциональных изделий, на каких-то невысоких деталях, Hercules справляется отлично. Также однажды был заказ по 3Д-печати на функциональную деталь размером 200х200х200 и весом почти в килограмм, перезаказал его в ЦМИТе и напечатали его на принтере Volgobot А4 PRO. Получилось весьма, прям весьма хорошо. В итоге выступив посредником заработал пару серебренников и оставил довольными все 3 стороны. Экономическая составляющая: Теперь мой небольшой комментарий касательно результата: Во-первых: скажу, что композит с PC легче в обращении, но имеет немного худшие характеристики. Во-вторых: Filamentarno, у них представлен композит на основе ASA/PC, об этом материале я писал выше, и что-то добавлять вдобавок не вижу смысла. №4 Nylon(PA)Материал существует уже давно, а печатать им научились совсем недавно. Американские аналоги этого материала заполоняли российский рынок еще с 2014 года. Сам по себе материал крайне интересен, и обойти его стороной было бы крайне не правильно, но обо всем по порядку. В качестве затравки скажу, что один из российских производителей выпускает композит на основе полиамида, характеристики которого значительно превышают характеристики PEEK по разным параметрам. Материал обладает высоким коэффициентом усадки, из-за чего у него напрочь отсутствует свойство прилипать к столу на “сквозняке”. Материал лишен свойства расслаиваться при печати, т.к. слои слипаются невероятно хорошо. Настолько хорошо, что у филамента примерно соответствует усилие на разрыва как вдоль слоев печати, так и поперек. Как я говорил ранее материал так и норовит отлипнуть от стола, чтобы этого избежать необходимо иметь термокамеру. На таких принтерах как Hercules и Picaso печатать можно, но высокие детали сделать не получится, также ранние экструдеры Пикасо отказывались работать с этим материалом, забивались нещадно. На VolgoBot A4 PRO печать этим материалом в очередной раз оправдывает себя на все сто. Лично мне наличие данного принтера «под-боком» очень выгодно, иной раз я могу брать редкие, но очень дорогостоящие заказы на печать различных силовых установок, где нужны невероятные показатели прочности и срока службы. Как и с поликарбонатом некоторые производители не выпускают чистый полиамид,а лишь только в составе композита, это стоит учитывать при выборе филамента для печати. Композиты также бывают разные, более подробную статью на эту тему я выпущу позже. Как видите материал обладает высокой прочностью на разрыв (конечно не такой как PC, но в купе с еще более низким коэффициентом трения дает гораздо больший срок службы детали). Но как помните я обещал сказать про композит, об этом в конце стьатьи.
Как говорилось ранее, не все производители выпускают полиамид чистым, в связи с чем ценны на материал так разнятся. Теперь оставлю свой комментарий: Во-первых: из представленных производителей REC и Filamentarno производят именно композиты, а PrintProduct и BestFilament производят его чистым. REC в состав добавляет 12% стекловолокна, а Filamentarno 30%. Теперь вернемся к подробному обзору композита с невероятными свойствами. Данный композит представлен у компании Filamentarno. И если верить производителю, то у данного композита: Из этого можно заключить, что пожалуй это один из самых(если не самый) прочный материал для 3Д печати. Стоимость филамента абсолютно оправдана, и всякий раз, когда нужно сделать сверхпрочную деталь, я использую этот материал. Конечно этот материал требует профессионального оборудовования, и он не терпит не опытности. Но ко всему прочему данный материал можно назвать одним из ключевых. На мой взгляд данный материал еще долгое время будет стоять в авангарде, до тех пор, пока PEEK, PSU, PEI не получат более широкое использование в области 3Д-печати. Вывод: |