Поверочные линейки и плиты
Для лекальных, инструментальных и разметочных работ в машиностроении широко применяются поверочные линейки, плиты и лекальные угольники. Они предназначены для контроля отклонений от прямолинейности, плоскостности, перпендикулярности, углов наклона.
Поверочные линейки.
В соответствии с ГОСТ 8026—92 поверочные стальные линейки выпускаются шести типов (рис. 2.56): с двухсторонним скосом ЛД, трехгранные ЛТ, четырехгранные ЛЧ, прямоугольного сечения ШП и хромированные ШПХ, двутаврового сечения ШД. Все они подразделяются на лекальные (ЛД, ЛТ, ЛЧ) и с широкой рабочей поверхностью (ШП, ШПХ, ШД).
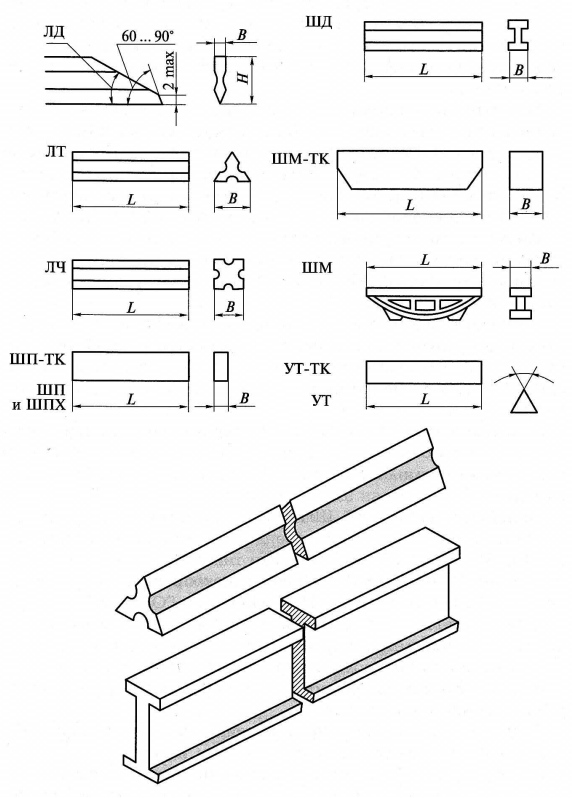
Рис. 2.56. Поверочные линейки
Кроме стальных линеек предусмотрены чугунные линейки с широкой поверхностью: мостики ШМ, угловые трехгранные УТ и твердокаменные (ШП-ТК, ШМ-ТК, УТ-ТК). Длина линеек варьируется от 80 до 4 000 мм.
Линейки типов ШМ и УТ изготавливают в двух исполнениях: с ручной шабровкой и с механически обработанными рабочими поверхностями. Шероховатость рабочих поверхностей составляет Ra 0,04. 0,63 мкм в зависимости от типа линейки и класса ее точности.
В зависимости от точности изготовления линеек им присваивают соответствующие классы точности: для лекальных линеек — 0 или 1 класса, а для линеек типа ШП, ШД и ШМ — 00; 0; 01; 1 и 2 классы.
Средний полный срок службы стальных линеек должен быть не менее восьми лет, а твердокаменных — не менее десяти лет.
Контроль отклонений от прямолинейности и плоскостности поверочными линейками выполняют одним из трех методов: «на просвет», методом «линейных отклонений» или «на краску».
При проверке «на просвет» лекальную линейку острым ребром накладывают на контролируемую поверхность (рис. 2.57, а), а источник света помещают сзади линейки и детали (рис. 2.57, б).
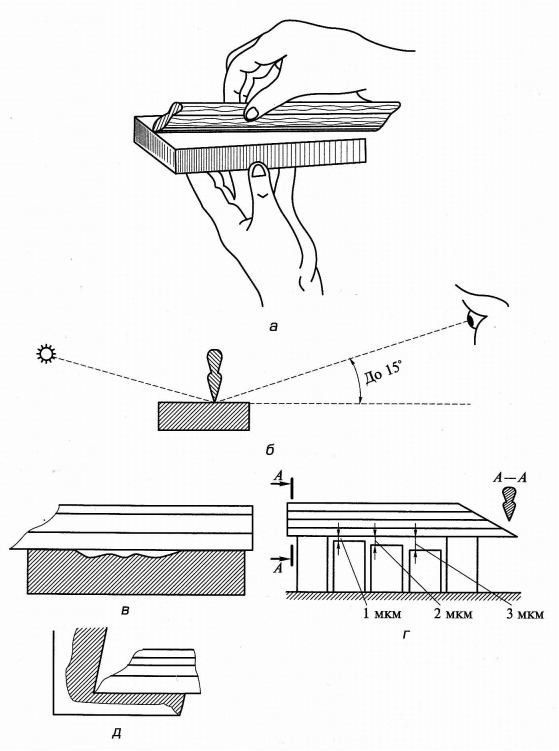
Рис. 2.57. Контроль отклонений поверочными линейками:
а и б — контроль «на просвет»; в и г — определение линейных отклонений; д — контроль отклонений в углах
При отсутствии отклонений от прямолинейности или плоскостности свет не должен пробиваться сквозь щель между линейкой и поверхностью. Линейное отклонение определяют на глаз (рис.’ 2.57, в) или сравнением с образцами просвета. В качестве образцов просвета могут выступать концевые меры длины (рис. 2.57, г). Минимальная ширина щели, устанавливаемая глазом, составляет 3. 5 мкм. Контроль может выполняться как для открытых поверхностей, так и в углах (рис. 2.57, д).
Схема контроля с помощью линеек с широкой рабочей поверхностью, концевых мер длины представлена на рис. 2.58. При контроле прямолинейности контролируемой детали 1 в направлении XX поверочную линейку 3 укладывают на две одинаковые концевые меры длины 2 на расстоянии 0,233 длины линейки от ее концов. За измерительную базу принимают нижнюю поверхность поверочной линейки 3 с широкой рабочей поверхностью. Отклонение от прямолинейности определяют с помощью концевых мер длины, щупов или специального средства измерений с измерительной головкой 4. Описанный метод применим для контроля прямолинейности на длине не более 2 000 мм, так как при большей длине линеек их прогиб начинает оказывать существенное влияние на точность контроля.
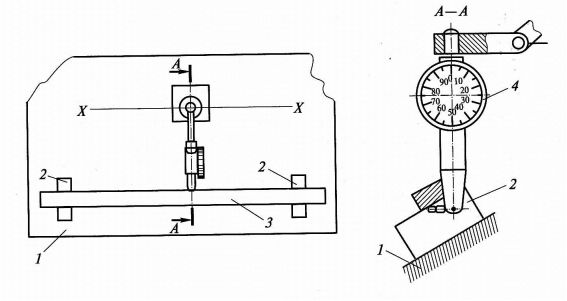
Рис. 2.58. Контроль прямолинейности деталей:
1 — контролируемая деталь; 2 — концевые меры длины; 3 — поверочная линейка; 4 — измерительная головка
Контроль отклонений от плоскостности методом «на краску» выполняют линейками типа ШТ, ШД, ШМ и УТ, причем у линеек типов ШМ и УТ рабочие поверхности должны быть шаброваны.
При этом способе контроля рабочую поверхность линейки покрывают тонким слоем краски (например, смесью берлинской лазури или сажи с машинным маслом), перемещают по контролируемой поверхности и определяют число (площадь) пятен краски, оставшихся на выступах этой поверхности в квадрате 25 х 25 мм. Погрешность контроля составляет примерно 3. 5 мкм.
Поверочные плиты.
По ГОСТ 10905 — 86 поверочные плиты (рис. 2.59) изготавливают из чугуна, гранита с вариацией размеров от 250 х 250 до 4 000 х 1 600 мм. Чугунные плиты изготавливают с ручной шабровкой или механической обработкой рабочих поверхностей. Шероховатость рабочих поверхностей механически обработанных чугунных и гранитных плит соответствует Ra 0,32. 1,25 мкм.
Классы точности плит — 000; 00; 0; 1; 2; 3.
Допуск плоскостности устанавливается в зависимости от класса точности и размера плиты и составляет, например, для плиты размера 250×250 класса точности 000 — 1,2 мкм, а для плиты размера 2 500х 1 600 3-го класса точности — 120 мкм.
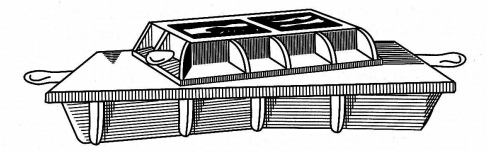
Рис. 2.59. Поверочные плиты
ПЛИТЫ изготавливают из чугуна с физико-механическими свойствами не ниже свойств марки СЧ8 по ГОСТ 1412—85 с твердостью 170. 229 НВ по ГОСТ 9012 — 59.
Применение гранитных плит, имеющих большую твердость рабочей поверхности, более высокую износостойкость, меньшую температурную, вибрационную зависимость, позволяет повысить точность контроля. Гранитные плиты изготавливают из диабаза, габбро и различных типов гранитов, имеющих предел прочности на сжатие не менее 264,9 МПа.
Допустимая погрешность контроля отклонений 3. 5 мкм.
По заказу потребителя рабочие поверхности чугунных плит могут быть разделены на квадраты и прямоугольники продольны-
ми и поперечными рисками, а гранитных плит — с пазами и резьбовыми отверстиями.
Полный средний срок службы плит — не менее 10 лет.
Проверка отклонений от прямолинейности и плоскостности с помощью плит может выполняться аналогичными методами с учетом того, что контролируемая деталь должна быть по размерам не больше размеров плиты и иметь возможность определять отклонения с помощью набора щупов, концевых мер длины или специального шкального средства при использовании метода линейных отклонений («от плиты»). Погрешность контроля, как правило, не превышает погрешностей, получаемых при контроле с помощью поверочных линеек.
Описание и характеристики лекальной линейки
 Для проведения слесарно-монтажных работ часто требуются специальные приспособления, которые позволяют делать высокоточную продукцию. Для точного расположения соединяемых поверхностей, их прямолинейности и плоскостности используют поверочные линейки.
Для проведения слесарно-монтажных работ часто требуются специальные приспособления, которые позволяют делать высокоточную продукцию. Для точного расположения соединяемых поверхностей, их прямолинейности и плоскостности используют поверочные линейки.
Разновидности линеек
В зависимости от своего предназначения они делятся на:
По способу изготовления они бывают:
Проверка прямолинейности
 Применение лекального инструмента для проверки прямолинейности изделия осуществляется на просвет, то есть с применением световой щели. По-другому этот метод называют способом щели.
Применение лекального инструмента для проверки прямолинейности изделия осуществляется на просвет, то есть с применением световой щели. По-другому этот метод называют способом щели.
Чтобы использовать этот метод, необходимо приложить к проверяемой поверхности острую кромку инструмента так, чтобы источник света оказался позади него и детали. Он должен располагаться вертикально на уровне глаз. При этом необходимо контролировать просвет в разных местах инструмента, между ним и поверхностью изделия.
Отклонением от прямолинейности можно считать наличие просвета между поверочным приспособлением и измеряемой деталью. Опытный мастер может видеть отклонения в 0,003−0,005 мм при таком методе контроля.
При использовании метода следа применяют рабочее ребро линейки, которым необходимо провести по чистой поверхности, подлежащей проверке. О прямолинейности в этом случае судят по оставшемуся следу: ровный след свидетельствует о наличии ровной поверхности, а прерывистый — говорит об изъянах детали.
Инструмент с широкой рабочей поверхностью в зависимости от области применения может выпускаться с разными видами сечений:
 Инструменты с широкой рабочей поверхностью ШП, ШД, ШМ делятся на три класса в зависимости от назначения: 0,1,2. Угловые трехгранные линейки имеют два класса: 1 и 2.
Инструменты с широкой рабочей поверхностью ШП, ШД, ШМ делятся на три класса в зависимости от назначения: 0,1,2. Угловые трехгранные линейки имеют два класса: 1 и 2.
При проведении работ высокой точности используют инструмент 0 и 1 классов. При проведении работ по монтажу, требующих нормальной точности, применяются линейки 2 класса.
Инструменты этого вида используют для проверки плоскостности и прямолинейности по краске или линейным отклонениям. Для измерения линейных отклонений инструмент укладывается на поверхность изделия или две одинаковые мерные плитки. С помощью щупа измеряют образовавшийся просвет между линейкой и изделием.
Можно также использовать полоски папиросной бумаги, которые находятся под измерительным инструментом. Измеряют отклонения от прямолинейности в этом случае по силе прижатия полосок в момент удаления одной из них.
Определение на краску
Осуществляя проверку на краску, необходимо рабочую поверхность линейки покрыть суриком или сажей и положить линейку на проверяемую поверхность изделия. Для точности измерений линейку перемещают плавными движениями без нажима по поверхности изделия.
Далее, линейку следует аккуратно снять с поверхности и посмотреть на расположение и количество пятен. О качественно выполненном изделии и хорошей плоскостности можно говорить при равномерном расположении пятен на поверхности изделия.
За единицу измерения в этом случае берут квадрат размером 25 на 25 мм. Судить о высокой плоскостности изделия можно по большому количеству пятен на этом квадрате.
Применение поверочных плит
 Проверку широких поверхностей изделий не всегда можно провести линейками. С этой целью применяют поверочные плиты с методом проверки на краску. Плиты применяются в основном для проведения контрольных работ на промышленных предприятиях.
Проверку широких поверхностей изделий не всегда можно провести линейками. С этой целью применяют поверочные плиты с методом проверки на краску. Плиты применяются в основном для проведения контрольных работ на промышленных предприятиях.
Изготавливают плиты из мелкозернистого чугуна серого цвета. Плиты делят на четыре класса по точности рабочей поверхности. Для проверки изделий используют первые три класса. Четвертый класс плит используют в качестве разметочного материала.
Методика работы с плитами аналогична способу работы с линейкой методом проверки на краску. Обращаться с плитами необходимо бережно, чтобы они давали четкие измерения. Этот инструмент нужно беречь от ударов, грязи и царапин. После работы инструмент очищают чистой ветошью, смазывают вазелином, скипидаром или минеральным маслом. Помещая инструмент на хранение, его накрывают щитом из дерева.
Покупка изделия
 Лекальные линейки для проверки плоскости купить можно в магазинах инструментов или найти более выгодные по стоимости предложения на сайтах строительных компаний.
Лекальные линейки для проверки плоскости купить можно в магазинах инструментов или найти более выгодные по стоимости предложения на сайтах строительных компаний.
Цена на такой товар будет зависеть от рабочих характеристик, материала изготовления инструмента и производителя. Крупные торговые компании предлагают своим клиентам широкий ассортимент инструмента, размещенного в каталоге на сайте.
Цена на различные модели варьируется от 1000 рублей до 22 500 рублей. Покупатель может выбрать товар, заказать его доставку и при необходимости получить подробную консультацию у менеджера на сайте.
Описание и характеристики лекальной линейки
Проверка прямолинейности
Применение лекального инструмента для проверки прямолинейности изделия осуществляется на просвет, то есть с применением световой щели. По-другому этот метод называют способом щели.
Чтобы использовать этот метод, необходимо приложить к проверяемой поверхности острую кромку инструмента так, чтобы источник света оказался позади него и детали. Он должен располагаться вертикально на уровне глаз. При этом необходимо контролировать просвет в разных местах инструмента, между ним и поверхностью изделия.
Отклонением от прямолинейности можно считать наличие просвета между поверочным приспособлением и измеряемой деталью. Опытный мастер может видеть отклонения в 0,003−0,005 мм при таком методе контроля.
При использовании метода следа применяют рабочее ребро линейки, которым необходимо провести по чистой поверхности, подлежащей проверке. О прямолинейности в этом случае судят по оставшемуся следу: ровный след свидетельствует о наличии ровной поверхности, а прерывистый — говорит об изъянах детали.
Инструмент с широкой рабочей поверхностью в зависимости от области применения может выпускаться с разными видами сечений:
Инструменты с широкой рабочей поверхностью ШП, ШД, ШМ делятся на три класса в зависимости от назначения: 0,1,2. Угловые трехгранные линейки имеют два класса: 1 и 2.
При проведении работ высокой точности используют инструмент 0 и 1 классов. При проведении работ по монтажу, требующих нормальной точности, применяются линейки 2 класса.
Инструменты этого вида используют для проверки плоскостности и прямолинейности по краске или линейным отклонениям. Для измерения линейных отклонений инструмент укладывается на поверхность изделия или две одинаковые мерные плитки. С помощью щупа измеряют образовавшийся просвет между линейкой и изделием.
Можно также использовать полоски папиросной бумаги, которые находятся под измерительным инструментом. Измеряют отклонения от прямолинейности в этом случае по силе прижатия полосок в момент удаления одной из них.
Определение на краску
Осуществляя проверку на краску, необходимо рабочую поверхность линейки покрыть суриком или сажей и положить линейку на проверяемую поверхность изделия. Для точности измерений линейку перемещают плавными движениями без нажима по поверхности изделия.
Далее, линейку следует аккуратно снять с поверхности и посмотреть на расположение и количество пятен. О качественно выполненном изделии и хорошей плоскостности можно говорить при равномерном расположении пятен на поверхности изделия.
За единицу измерения в этом случае берут квадрат размером 25 на 25 мм. Судить о высокой плоскостности изделия можно по большому количеству пятен на этом квадрате.
Применение поверочных плит
Проверку широких поверхностей изделий не всегда можно провести линейками. С этой целью применяют поверочные плиты с методом проверки на краску. Плиты применяются в основном для проведения контрольных работ на промышленных предприятиях.
Изготавливают плиты из мелкозернистого чугуна серого цвета. Плиты делят на четыре класса по точности рабочей поверхности. Для проверки изделий используют первые три класса. Четвертый класс плит используют в качестве разметочного материала.
Методика работы с плитами аналогична способу работы с линейкой методом проверки на краску. Обращаться с плитами необходимо бережно, чтобы они давали четкие измерения. Этот инструмент нужно беречь от ударов, грязи и царапин. После работы инструмент очищают чистой ветошью, смазывают вазелином, скипидаром или минеральным маслом. Помещая инструмент на хранение, его накрывают щитом из дерева.
Линейка поверочная предназначена для определения непрямолинейности (неплоскостности и непараллельности) поверхности, т. е. наибольшего расстояния от точек её реального профиля до прилегающей прямой (ребра линейки). Различают: Поверочные линейки лекальные (с двусторонним скосом, трёхгранные и четырёхгранные).
Поверочные линейки с широкой рабочей поверхностью (прямоугольного, двутаврового сечения и в виде мостиков). Лекальные поверочные линейки служат для определения непрямолинейности поверхности на просвет приложением ребра линейки к контролируемой поверхности. Так может быть определён просвет в 1-5 мкм. Поверочные линейки с широко и рабочей поверхностью используют для определения непрямолинейности по методу измерения линейных отклонений от поверхности контролируемой детали до поверхности линейки, установленной на опорах, или при проверке неплоскостности деталей по т. н. методу пятен «на краску». Угловыми поверочными линейками пользуются только при проверке «на краску». Поверочные линейки лекального типа изготовляют длиной 80-500 мм, линейки с широкой рабочей поверхностью — 200-4000 мм, угловые — 630 и 1000 мм с углами 45, 55 и 60. В зависимости от длины и класса точности рабочие поверхности лекальных линеек имеют отклонения от прямолинейности 0,6-4 мкм; П. л. с широкой поверхностью имеют отклонения от плоскостности 2,5-100 мкм.
Прайс-лист
| Наименование | Ед. изм | Кол-во | Цена |
| Линейка поверочная ШП L=400, класс 2 | шт | 14 | 9000 |
| Линейка поверочная ШП L=630, класс 1 | шт | 1 | 10000 |
| Линейка поверочная ШП L=630, класс 2 | шт | 1 | 10000 |
| Линейка поверочная ШД-2500 | шт | 3 | 30000 |
| Линейка поверочная ШД-3000 | шт | 1 | 180000 |
| Линейка лекальная 3х гранная ЛТ-200 | шт | 10 | 3000 |
| Линейка лекальная 3х гранная ЛТ-225 | шт | 2 | 3200 |
| Линейка лекальная 3х гранная ЛТ-320 | шт | 6 | 4000 |
| Линейка лекальная 4х гранная ЛЧ 175 | шт | 1 | 2800 |
| Линейка лекальная 4х гранная ЛЧ 200 | шт | 2 | 3000 |
| Линейка поверочная лекальная с 2-х сторонним скосом ЛД-200,кл.0 | шт | 11 | 1200 |
| Линейка лекальная ЛД-125 | шт | 31 | 900 |
| Линейка лекальная с 2 сторонним скосом ЛД 80 | шт | 13 | 650 |
| Линейка металлическая 15см ГОСТ 427-75 | шт | 244 | 30 |
| Линейка бытовая металлическая 30см | шт | 95 | 50 |
| Вставки для измерения среднего диаметра метрических и дюймовых резьб | шт | 1 | 3500 |
| Шаблон радиусный №1 | шт | 21 | 200 |
| Шаблон радиусный №2 | шт | 92 | 200 |
| Набор щупов №3 кл.2 70мм | шт | 73 | 100 |
| Набор щупов №4 кл.2 70мм | шт | 118 | 120 |
| Шаблон резьбовой Д55 | шт | 114 | 250 |
| Принадлежности к угловым мерам | шт | 7 | дог |
| Рейсмус реечный ИР-580А ТУ22-5510-83 | шт | 18 | 300 |
| Угольник металлический слесарный (без документов) | |||
| 980х620 2кл. ГОСТ 3749-77 | шт | 1 | 1500 |
| 800х490 кл.2 | шт | 1 | 1500 |
| 630х400 ГОСТ 3749-77 | шт | 3 | 3000 |
| 500х310 кл.2 | шт | 1 | 1500 |
| Линейка поверочная шм-630 кл1 | шт | 1 | 7000 |
Покупка изделия
Лекальные линейки для проверки плоскости купить можно в магазинах инструментов или найти более выгодные по стоимости предложения на сайтах строительных компаний.
Цена на такой товар будет зависеть от рабочих характеристик, материала изготовления инструмента и производителя. Крупные торговые компании предлагают своим клиентам широкий ассортимент инструмента, размещенного в каталоге на сайте.
Цена на различные модели варьируется от 1000 рублей до 22 500 рублей. Покупатель может выбрать товар, заказать его доставку и при необходимости получить подробную консультацию у менеджера на сайте.
Поверочные линейки и плиты
⇐ ПредыдущаяСтр 29 из 32Следующая ⇒
Для лекальных, инструментальных и разметочных работ в машиностроении широко применяются поверочные линейки, плиты и лекальные угольники. Они предназначены для контроля отклонений от прямолинейности, плоскостности, перпендикулярности углов наклона.
В соответствии с ГОСТ 8026–92 “Линейки поверочные. Технические условия” поверочные стальные линейки
выпускаются 6 типов (рис. 10.42): с двухсторонним скосом ЛД, трехгранные ЛТ, четырехгранные ЛЧ, прямоугольного сечения ШП и хромированные ШПХ, двутаврового сечения ШД. Все они подразделяются на лекальные (типы ЛД; ЛТ; ЛЧ) и с широкой рабочей поверхностью (ШП; ШПХ; ШД).
Кроме стальных линеек предусмотрены чугунные
линейки с широкой поверхностью: мостики ШМ, угловые трехгранные УТ и
твердокаменные
(ШП–ТК, ШМ–ТК, УТ–ТК). Длина линеек варьируется от 80 до 4000 мм.
Линейки типов ШМ и УТ изготавливаются в двух исполнениях: с ручной шабровкой и с механически обработанными рабочими поверхностями. Шероховатость рабочих поверхностей составляет R
a 0,04…0,63 мкм в зависимости от типа линейки и класса ее точности.
В зависимости от точности изготовления линеек им присваивают соответствующие классы точности: для лекальных линеек — 0 или 1 класса, а для линеек типа ШП; ШД и ШМ – 00; 0; 01; 1 и 2 классы.
Средний полный срок службы стальных линеек должен быть не менее 8 лет, а твердокаменных – не менее 10 лет.
Погрешность контроля поверочными линейками зависит от применяемого метода контроля, опыта оператора, условий контроля и составляет величину 1…5 мкм.
Контроль отклонений от прямолинейности и плоскости поверочными линейками выполняется одним из трех методов: “на просвет”, методом “линейных отклонений” или “на краску”.
При проверке “на просвет” лекальную линейку острым ребром накладывают на контролируемую поверхность (рис 10.43, а
), а источник света помещают сзади линейки и детали (рис.10.43,
б
). При отсутствии отклонений от прямолинейности или плоскостности свет не должен пробиваться сквозь щель между линейкой и поверхностью. Линейное отклонение определяют на глаз (рис.10.43,
в
) или сравнением с образцами просвета. В качестве образцов просвета могут выступать концевые меры длины (рис.10.43,
г
). Минимальная ширина щели, устанавливаемая глазом, составляет 3-5 мкм. Контроль может выполняться как для открытых поверхностей, так и в углах (рис.10.43,
д
).
Схема контроля с помощью линеек с широкой рабочей поверхностью и концевых мер длины представлена на рис.10.44. При контроле прямолинейности детали 1 в направлении xx
линейку 3 укладывают на две одинаковые концевые меры 2, находящиеся на расстоянии 0,233 длины линейки от ее концов. За измерительную базу принимается нижняя поверхность линейки 3 с широкой рабочей поверхностью. Отклонение от прямолинейности определяется с помощью концевых мер длины, щупов или специального средства измерений с измерительной головкой 4. Описанный метод применим для контроля прямолинейности на длине не более 2000 мм, так как при большей длине линеек их прогиб начинает оказывать существенное влияние на точность контроля.
Контроль отклонений от плоскостности методом “на краску” выполняется линейками типа ШТ, ШД, ШМ и УТ, причем у линеек типов ШМ и УТ рабочие поверхности должны быть шаброваны. При этом способе контроля рабочую поверхность линейки покрывают тонким слоем краски (например, смесью берлинской лазури или сажи с машинным маслом), перемещают по контролируемой поверхности и определяют число (площадь) пятен краски, оставшихся на выступах этой поверхности в квадрате 25х25мм. Погрешность контроля составляет примерно 3… 5 мкм.
(рис.10.45) по ГОСТ 10905–86 “Плиты поверочные и разметочные. Технические условия” изготавливаются из чугуна, гранита с вариацией размеров от 250х250мм до 4000х1600мм. Рабочие поверхности чугунных плит должны быть подвергнуты ручной шабровке или механической обработке. Шероховатость рабочих поверхностей механически обработанных чугунных и гранитных плит соответствует Ra1,25…0,32мкм.
Классы точности плит – 000; 00; 0; 1; 2; 3.
Допуск плоскостности устанавливается в зависимости от класса точности и размера плиты и составляет, например, для плиты 250х250 000 класса точности – 1,2мкм, а для плиты 2500х1600 3-го класса точности – 120 мкм.
Плиты изготавливаются из чугуна с физико-механическими свойствами не ниже свойств марки СЧ8 с твердостью 170…229 НВ.
Применение гранитных плит, имеющих большую твердость рабочей поверхности, более высокую износостойкость, меньшую температурную, вибрационную зависимость позволяет повысить точность контроля. Гранитные плиты изготавливаются из диабаза, габбро и различного типа гранитов, имеющих предел прочности на сжатие не менее 264,9 МПа.
Допустимая погрешность контроля отклонений – 3…5 мкм.
По заказу потребителя рабочие поверхности чугунных плит могут быть разделены на квадраты и прямоугольники продольными и поперечными рисками, а гранитных плит – с пазами и резьбовыми отверстиями.
Полный средний срок службы плит – не менее 10 лет.
Проверка отклонений от прямолинейности и плоскостности с помощью плит может выполняться аналогичными методами с учетом того, что аналогичными методами с учетом того, что контролируемая деталь должна быть по размером не больше размеров плиты и имела возможность определять отклонения с помощью набора щупов, концевых мер длины или специального шкального средства при использовании метода линейных отклонений (“от плиты”). Погрешность контроля, как правило, не превышает погрешностей, получаемых при контроле с помощью поверочных линеек.