Чертежи деталей и сборочный чертеж
9.1. Понятие о видах изделий и конструкторских документах
Изделием называют любой предмет или набор предметов производства, подлежащих изготовлению на предприятии.
ГОСТ 2.101-88* устанавливает следующие виды изделия:
При изучении курса «Инженерной графики» к рассмотрению предлагаются два вида изделий: детали и сборочные единицы.
Деталь – изделие, изготавливаемое из однородного по наименованию и марке материала, без применения сборочных операций.
Например: втулка, литой корпус, резиновая манжета (неармированная), отрезок кабеля или провода заданной длинны. К деталям относятся так же изделия, подвергнутые покрытиям (защитным или декоративным), или изготовленные с применением местной сварки, пайки, склейки сшивки. К примеру: корпус, покрытый эмалью; стальной винт, подвергнутый хромированию; коробка, склеенная из одного листа картона, и т.п.
Сборочная единица – изделие, состоящее из двух и более составных частей, соединённых между собой на предприятии-изготовителе сборочными операциями (свинчиванием, сваркой, пайкой, клёпкой, развальцовкой, склеиванием и т.д.).
Например: станок, редуктор, сварной корпус и т.д.
Комплексы — два и более специфицируемых изделия не соединенных на предприятии-изготовителе сборочными операциями, но предназначенных для выполнения взаимосвязанных эксплуатационных функций, например, автоматическая телефонная станция, зенитный комплекс и т.п.
Комплекты — два и более специфицированных изделия, не соединенных на предприятии-изготовителе сборочными операциями и представляющих набор изделий, имеющих общее эксплуатационное назначение вспомогательного характера, например, комплект запасных частей, комплект инструментов и принадлежностей, комплект измерительной аппаратуры и т.п.
Производство любого изделия начинается с разработки конструкторской документации. На основании технического задания проектная организация разрабатывает эскизный проект, содержащий необходимые чертежи будущего изделия, расчётно-пояснительную записку, проводит анализ новизны изделия с учётом технических возможностей предприятия и экономической целесообразности его осуществления.
Эскизный проект служит основанием для разработки рабочей конструкторской документации. Полный комплект конструкторской документации определяет состав изделия, его устройство, взаимодействие составных частей, конструкцию и материал всех входящих в него деталей и другие данные, необходимые для сборки, изготовления и контроля изделия в целом.
Сборочный чертёж – документ, содержащий изображение сборочной единицы и данные, необходимые для её сборки и контроля.
Чертёж общего вида – документ, определяющий конструкцию изделия, взаимодействие его составных частей и принцип работы изделия.
Спецификация – документ, определяющий состав сборочной единицы.
Чертёж общего вида имеет номер сборочной единицы и код СБ.
Например: код сборочной единицы (Рисунок 9.1) ТМ.0004ХХ.100 СБ тот же номер, но без кода, имеет спецификация (Рисунок 9.2) этой сборочной единицы. Каждое изделие, входящее в сборочную единицу, имеет свой номер позиции, указанный на чертеже общего вида. По номеру позиции на чертеже можно найти в спецификации наименование, обозначение данной детали, а также количество. Кроме того, в примечании может быть указан материал, из которого деталь изготовлена.
9.2. Последовательность выполнения чертежей деталей
Чертёж детали – это документ, содержащий изображение детали и другие данные, необходимые для её изготовления и контроля.
Перед выполнением чертежа необходимо выяснить назначение детали, конструктивные особенности, найти сопрягаемые поверхности. На учебном чертеже детали достаточно показать изображение, размеры и марку материала.
При выполнении чертежа детали рекомендуется следующая последовательность:
Ребра жесткости, спицы при продольных разрезах показывают не заштрихованными.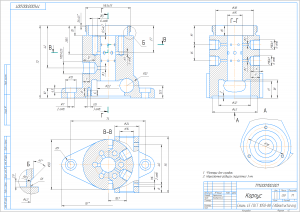
Рисунок 9.1 – Рабочий чертеж детали «Корпус»
9.3. Нанесение размеров
Простановка размеров является наиболее ответственной частью работы над чертежом, так как неправильно проставленные и лишние размеры приводят к браку, а недостаток размеров вызывает задержки производства. Ниже предложены некоторые рекомендации по нанесению размеров при выполнении чертежей деталей.
Размеры детали замеряют с помощью измерителя на чертеже общего вида сборочной единицы с учётом масштаба чертежа (с точностью 0,5мм). При замере наибольшего диаметра резьбы необходимо округлить его до ближайшего стандартного, взятого по справочнику. Например, если диаметр метрической резьбы по замеру d=5,5мм, то необходимо принять резьбу М6 (ГОСТ 8878-75).
9.3.1. Классификация размеров
Все размеры разделяются на две группы: основные (сопряжённые) и свободные.
Основные размеры входят в размерные цепи и определяют относительное положение детали в узле, они должны обеспечивать:
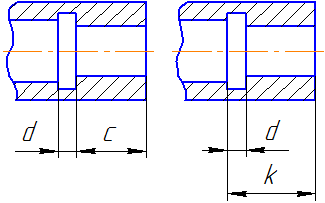
Примером могут служить размеры охватывающих и охватываемых элементов сопряжённых деталей (Рисунок 9.2). Общие соприкасающиеся поверхности двух деталей имеют одинаковый номинальный размер.
Свободные размеры в размерные цепи детали не входят. Эти размеры определяют такие поверхности детали, которые не соединяются с поверхностями других деталей, и поэтому их выполняют с меньшей точностью (Рисунок 9.2).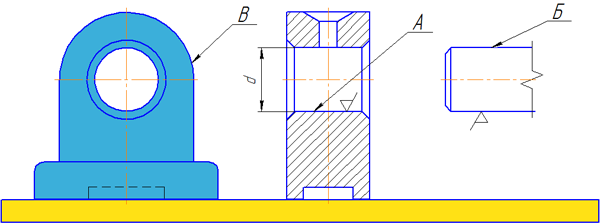
А – охватывающая поверхность; Б – охватываемая поверхность;
В — свободная поверхность; d – номинальный размер
Рисунок 9.2
9.3.2. Методы простановки размеров
Применяются следующие методы простановки размеров:
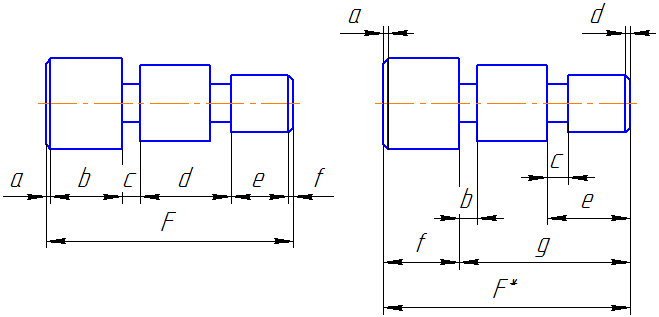
При цепном методе (Рисунок 9.3) размеры проставляются последовательно один за другим. При такой простановке размеров каждая ступень валика обрабатывается самостоятельно, и технологическая база имеет своё положение. При этом на точность выполнения размера каждого элемента детали не влияют ошибки выполнения предыдущих размеров. Однако, ошибка суммарного размера состоит из суммы ошибок всех размеров. Нанесение размеров в виде замкнутой цепи не допускается, за исключением случаев, когда один из размеров цепи указан как справочный. Справочные размеры на чертеже отмечаются знаком * и записываются на поле: «* Размеры для справок» (Рисунок 9.4).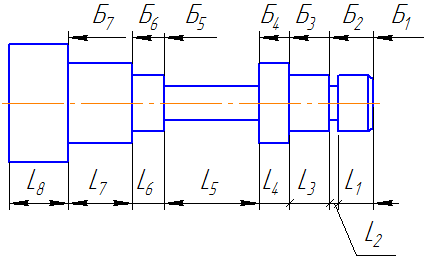
Рисунок 9.3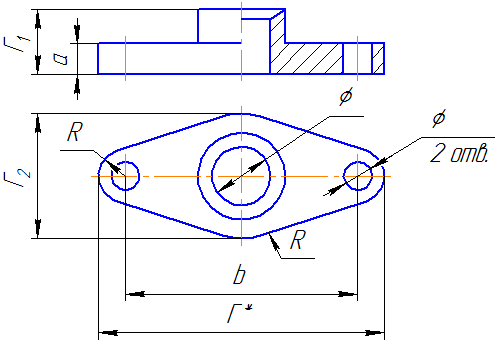
Рисунок 9.4
При координатном методе размеры проставляются от выбранных баз (Рисунок 9.5). При этом методе нет суммирования размеров и ошибок в расположении любого элемента относительно одной базы, что является его преимуществом.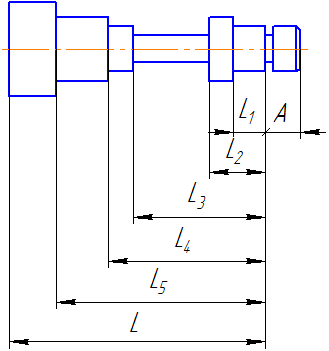
Рисунок 9.5
Комбинированный метод простановки размеров представляет собой сочетание цепного и координатного методов (Рисунок 9.6). Он применяется, когда необходима высокая точность при изготовлении отдельных элементов детали.
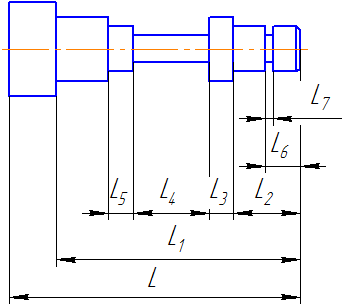
Рисунок 9.6
По своему назначению размеры подразделяются на габаритные, присоединительные, установочные и конструктивные.
Габаритные размеры определяют предельные внешние (или внутренние) очертания изделия. Они не всегда наносятся, но их часто указывают для справок, особенно для крупных литейных деталей. Габаритный размер не наносится на болтах и шпильках.
Присоединительные и установочные размеры определяют величины элементов, по которым данное изделие устанавливают на место монтажа или присоединяют к другому. К таким размерам относятся: высота центра подшипника от плоскости основания; расстояние между центрами отверстий; диаметр окружности центров (Рисунок 9.7).
Группа размеров, определяющих геометрию отдельных элементов детали предназначенных для выполнения какой-либо функции, и группа размеров на элементы детали, такие как фаски, проточки (наличие которых вызвано технологией обработки или сборки), выполняются с различной точностью, поэтому их размеры не включают в одну размерную цепь (Рисунок 9.8, а, б).
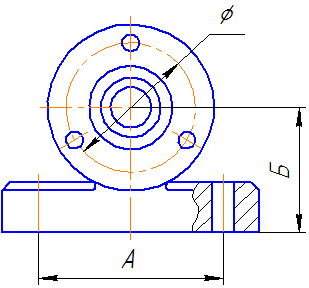
Рисунок 9.7
 | |
| Неправильно | Правильно |
 | |
| Неправильно | Правильно |
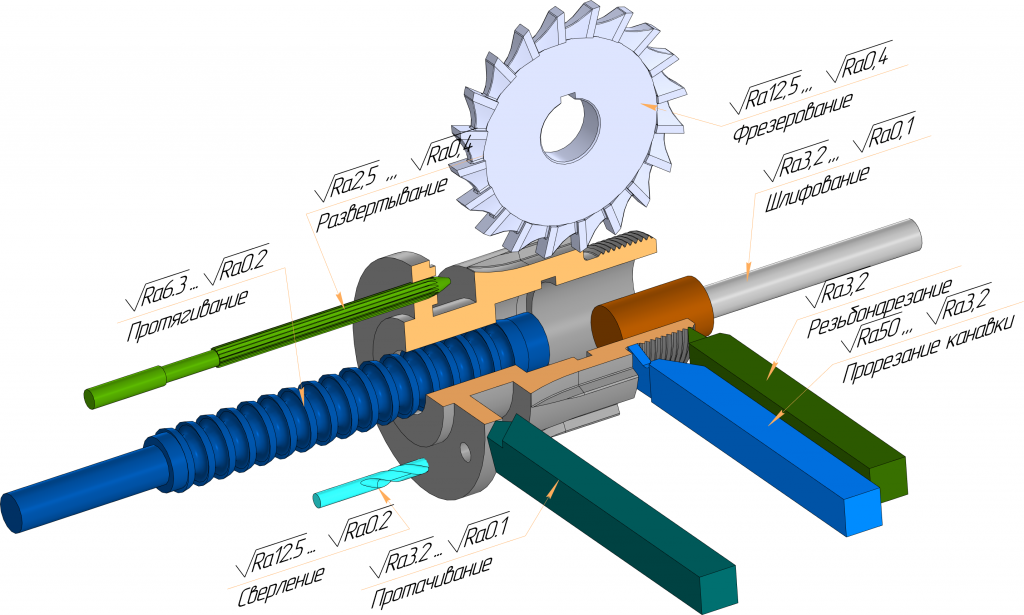
9.4 Шероховатость поверхностей
Шероховатость поверхностей регламентируется следующими стандартами:
– ГОСТ 25142 – 82. Шероховатость поверхностей. Термины и определения.
– ГОСТ 2789 – 73. Шероховатость поверхностей. Параметры и характеристики.
– ГОСТ 2.309 – 73. Обозначения шероховатости поверхностей.
Требования стандартов распространяются на поверхности изделий, изготовленных из любых материалов и любыми методами, при этом дефекты поверхности из рассмотрения исключаются.
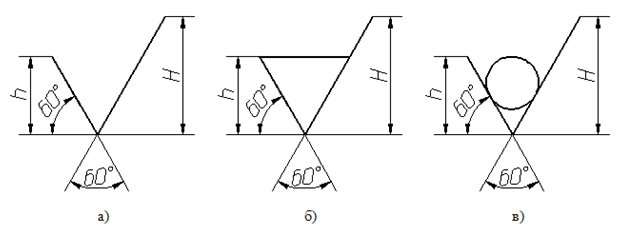
Для оценки шероховатости поверхности стандартом установлены шесть параметров: три из них — высотные, два — шаговые, последний связан с суммарной длинной опорной поверхности. На учебных чертежах будем пользоваться двумя параметрами:
ГОСТ 2.309 – 73 определяет три знака для обозначения шероховатости
и структуру обозначения:
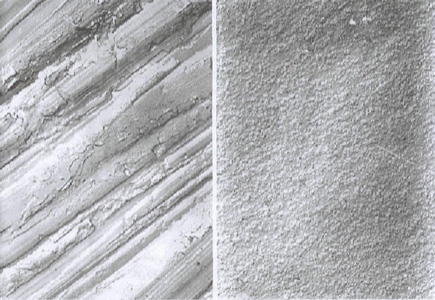
а) — способ обработки поверхности конструктором не регламентируется;
б) — поверхность образована удалением слоя материалов (механическая обработка);
в) — поверхность образована без удаления слоя материала (штамповка, гибка, литье…).
Выбор параметров шероховатости в зависимости от видов и методов обработки поверхности:
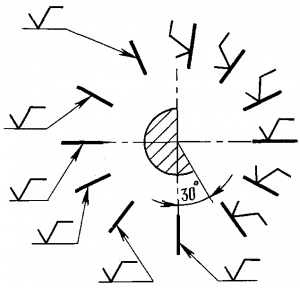
На чертежах проставляют знак шероховатости так, чтобы он был ориентирован к поверхности.
Обозначения шероховатости поверхности, в которых знак имеет полку, располагают относительно основной надписи чертежа так, как показано на рисунке:
9.5. Выполнение чертежа детали, имеющей форму тела вращения
Детали, имеющие форму тела вращения, в подавляющем большинстве (50-55% из числа оригинальных деталей) встречаются в машиностроении, т.к. вращательное движение – самый распространённый вид движения элементов существующих механизмов. Кроме того, такие детали технологичны. К ним относятся валы, втулки, диски и т.п. обработка таких деталей производится на токарных станках, где ось вращения расположена горизонтально.
Поэтому детали, имеющие форму тела вращения, располагают на чертежах так, чтобы ось вращения была параллельна основной надпись чертежа (штампу). Торец детали, принятый за технологическую базу для обработки, желательно располагать справа, т.е. так, как он будет расположен при обработке на станке. На рабочем чертеже втулки (Рисунок 9.9) показано выполнение детали, являющейся поверхностью вращения. Наружные и внутренние поверхности детали ограничены поверхностями вращения и плоскостями. Другим примером может быть деталь «Вал» (Рисунок 9.10), ограниченная соосными поверхностями вращения. Осевая линия параллельна основной надписи. Размеры проставлены комбинированным способом.
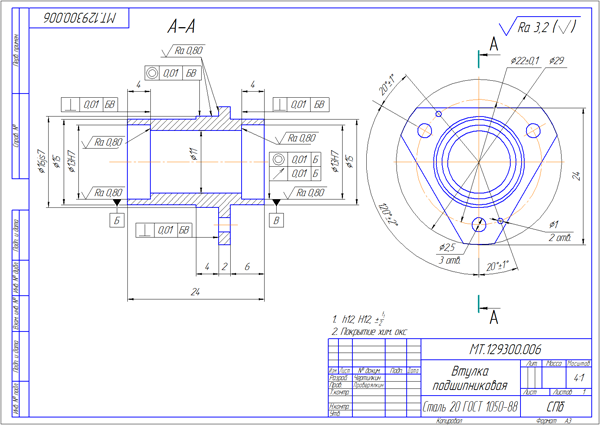
Рисунок 9.9 — Рабочий чертеж детали поверхности вращения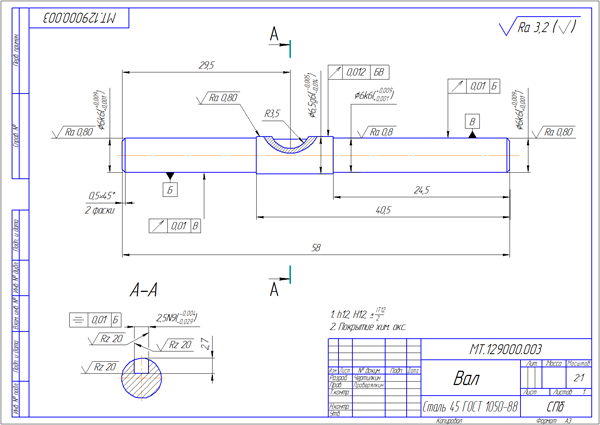
Рисунок 9.10 — Рабочий чертеж детали «Вал»
9.6. Выполнение чертежа детали изготовленной из листа
К этому виду деталей относятся прокладки, крышки, планки, клинья, плиты и т.д. Детали такой форму обрабатываются различными способами (штамповка, фрезеровка, строгание, резка ножницами). Плоские детали, изготовленные из листового материала, изображают, как правило, в одной проекции, определяющей контур детали (Рисунок 9.11). Толщина материала указывается в основной надписи, но рекомендуется указывать её повторно на изображении детали, на чертеже — s3. Если деталь гнутая, то часто на чертеже показывают развертку.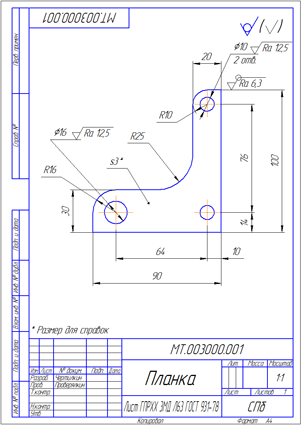
Рисунок 9.11 — Чертеж плоской детали
9.7. Выполнение чертежа детали, изготовленной литьем, с последующей механической обработкой
Формообразование литьем позволяет получить достаточно сложную форму детали, практически без потерь материала. Но после литья поверхность получается достаточно грубая, поэтому, рабочие поверхности требуют дополнительной механической обработки.
Таким образом получаем две группы поверхностей — литейные (черные) и обработанные после литья (чистые).
Процесс литья: в литейную форму заливается расплавленный материал, после остывания заготовка вынимается из формы, для чего, большинство поверхностей заготовки имеют литейные уклоны, а сопряжения поверхностей — литейные радиусы скруглений.
Литейные уклоны можно не изображать, а литейные радиусы должны быть изображены обязательно. Размеры литейных радиусов скруглений указывают в технических требованиях чертежа записью, например: Неуказанные литейные радиусы 1,5 мм.
Основная особенность нанесения размеров: так как есть две группы поверхностей, то есть и две группы размеров, одна связывает все черные поверхности, другая — все чистые, и по каждому координатному направлению допускается проставлять только один размер, связывающий между собой эти две группы размеров.
На рисунке 9.12 такими размерами являются: на главном изображении — размер высоты крышки — 70, на виде сверху — размер 10 (от нижнего торца детали) (выделены синим цветом).
При литье применяют литейный материал (буква Л в обозначении), обладающий повышенной текучестью, например:
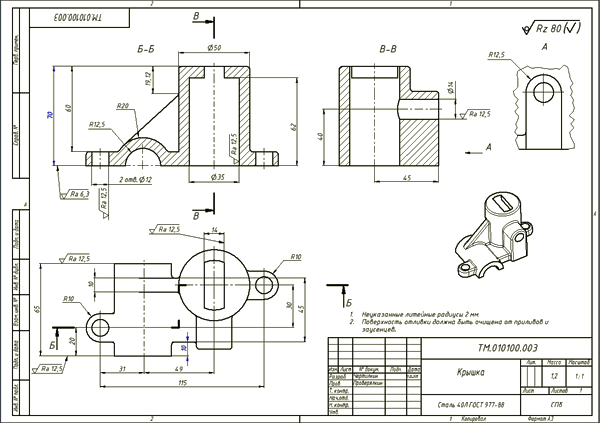
Рисунок 9.12 — Чертеж литейной детали
9.8. Выполнение чертежа пружины
На учебных чертежах рекомендуется из перечисленных пунктов указать п.п. 2,3,4,6. Выполнение диаграммы испытаний также не предусмотрено при выполнении учебного чертежа.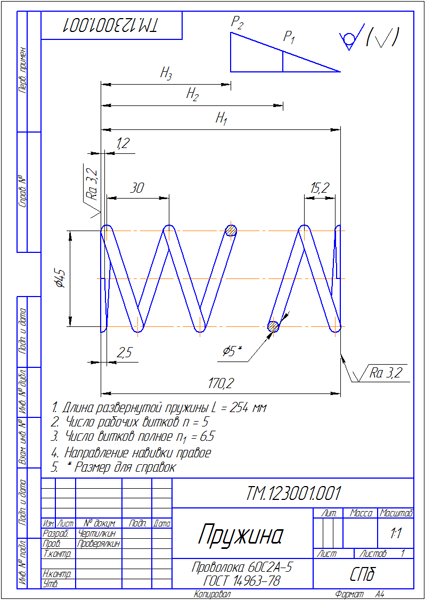
Рисунок 9.13 – Рабочий чертеж пружины
 | |
| а | б |
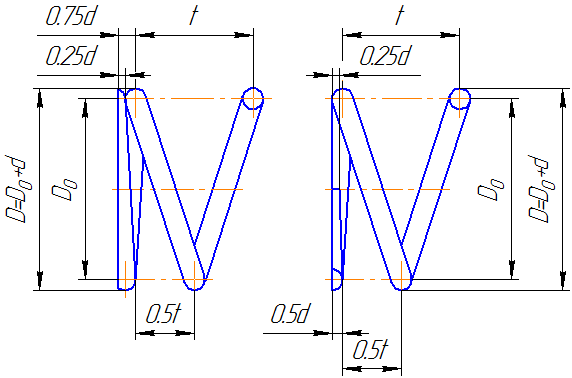
Рисунок 9.14. Изображения поджатых витков пружины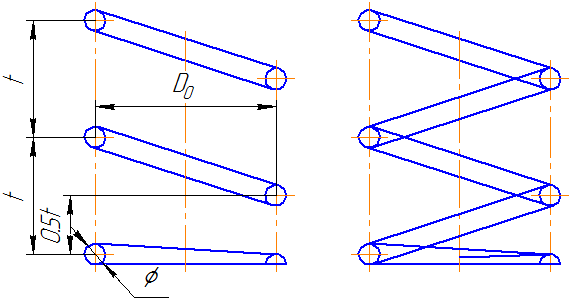
Рисунок 9.15. Последовательность построения изображения пружины
9.9. Выполнение чертежа зубчатого колеса
| 0,25 | (0,7) | (1,75) | 3 | (5,5) | 10 | (18) | 32 |
| 0,3 | 0,8; (0,9) | 2 | (3,5) | 6 | (11) | 20 | (36) |
| 0,4 | 1; (1,125) | (2,25) | 4 | (7) | 12 | (22) | 40 |
| 0,5 | 1,25 | 2,5 | (4,5) | 8 | (14) | 25 | (45) |
| 0,6 | 1,5 | (2,75) | 5 | (9) | 16 | (28) | 50 |
На учебных чертежах зубчатых колес:
Высота головки зуба – ha = m;
Высота ножки зуба – hf = 1,25m;
Шероховатость рабочих поверхностей зуба – Ra 0.8 [мкм];
Справа вверху листа выполняют таблицу параметров, размеры которой приведены на рисунке 9.18, часто заполняют только значение модуля, число зубьев и делительный диаметр.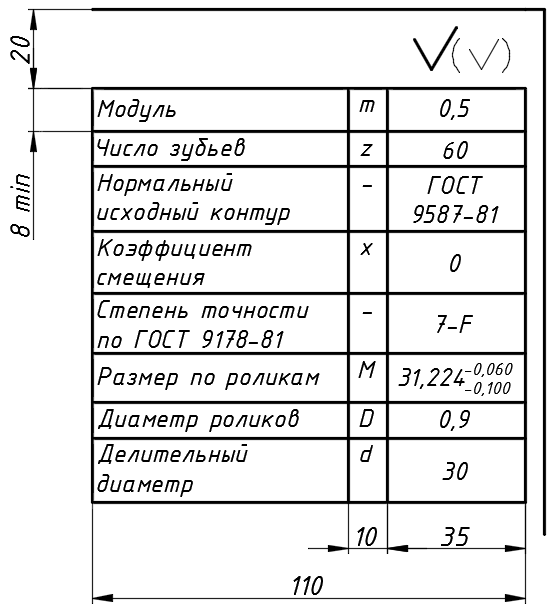
Рисунок 9.18 — Таблица параметров
Зубья колеса изображают условно, согласно ГОСТ 2.402-68 (Рисунок 9.19). Штрихпунктирная линия — делительная окружность колеса.
В разрезе зуб показывают нерассеченным.
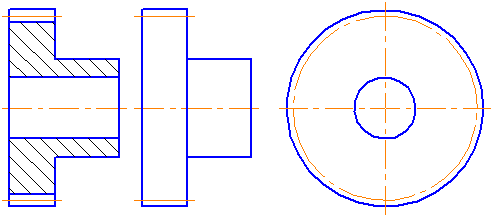 | ||
| а | б | в |
Рисунок 9.19 — Изображение зубчатого колеса а — в разрезе, б — на виде спереди и в — на виде слева
Шероховатость на боковую рабочую поверхность зуба на чертеже проставляют на делительной окружности.
Пример выполнения чертежа зубчатого колеса приведен на рисунке 9.20.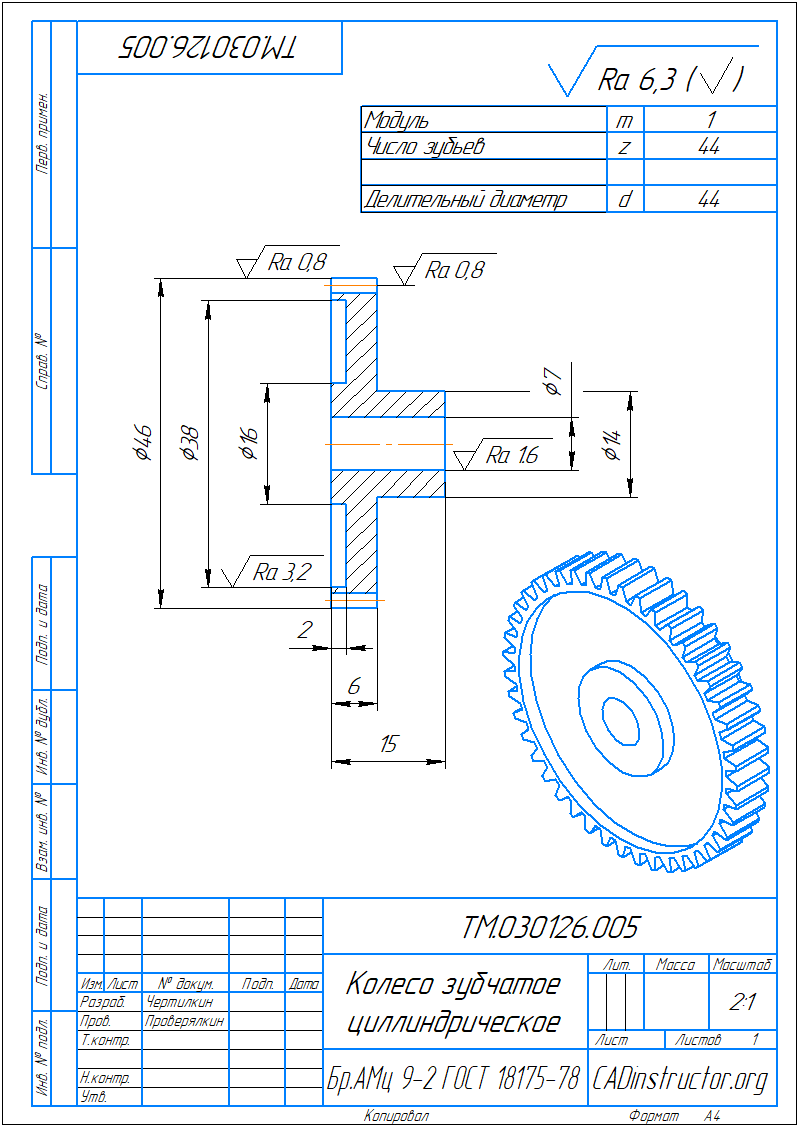
Рисунок 9.20 — Пример выполнения учебного чертежа зубчатого колеса
9.10. Последовательность чтения чертежа общего вида
При чтении чертежа общего вида необходимо учитывать некоторые упрощения и условные изображения на чертежах, допускаемые ГОСТ 2.109-73 и ГОСТ 2.305-68*:
На чертеже общего вида допускается не показывать:
На сборочных чертежах проставляют справочные, установочные, исполнительные размеры. Исполнительные это размеры на те элементы, которые появляются в процессе сборки (например, штифтовые отверстия).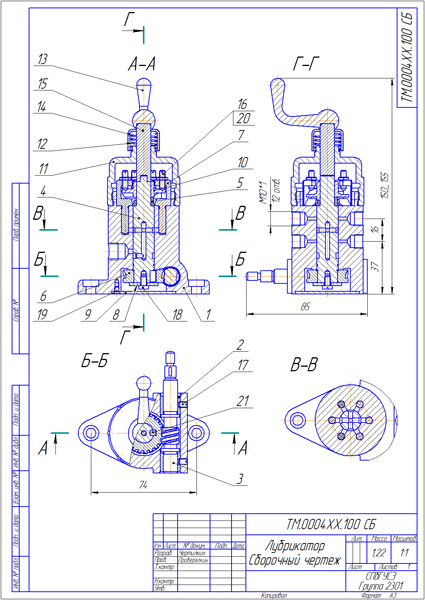
Рисунок 9.21 – Сборочный чертеж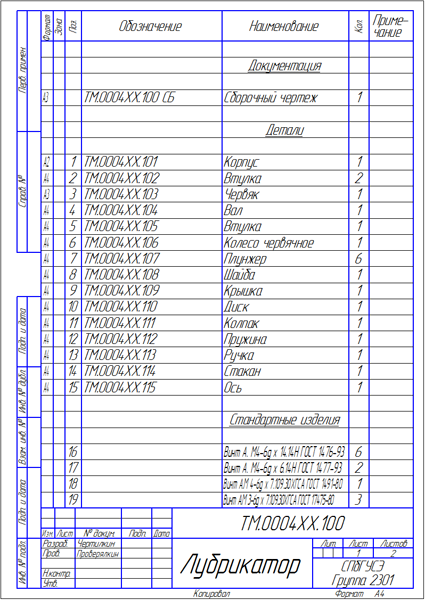
Рисунок 9.22 – Спецификация
9.11. Правила заполнения спецификации
В спецификацию для учебных сборочных чертежей, как правило, входят следующие разделы:
Название каждого раздела указывается в графе «Наименование», подчеркивается тонкой линией и выделяется пустыми строчками.
В графе «Количество» указывают количество составных частей на одно специфицируемое изделие, а в разделе «Материалы» — общее количество материалов на одно специфицируемое изделие с указанием единиц измерения — (например, 0,2 кг). Единицы измерения допускается записывать в графе «Примечание».
Как создать спецификацию в программе КОМПАС-3D, рассказано в соответствующей данной теме Лабораторной работе!
Как правильно делать чертежи деталей
Сборочный чертеж — документ, содержащий изображение сборочной единицы и другие данные, необходимые для ее сборки и контроля (ГОСТ 2.102—68). Каждый сборочный чертеж сопровождают спецификацией.
СБОРОЧНЫЕ ЧЕРТЕЖИ

На рис. 452 представлен сборочный чертеж регулятора давления.
Регулятор давления устанавливается на трубопроводах для предотвращения аварии в случае избыточного давления газа или воздуха.
Правила оформления сборочных чертежей устанавливает ГОСТ 2.109—73 (СТ СЭВ 858—78, СТ СЭВ 1182—78, СТ СЭВ 4769—84, СТ СЭВ 5045—85).
Сборочный чертеж должен содержать:
1) изображение сборочной единицы, дающее представление о расположении и взаимной связи составных частей, соединяемых по данному чертежу;
2) сведения, обеспечивающие возможность сборки и контроля сборочной единицы;
3) размеры, предельные отклонения и другие параметры и требования, которые должны быть проконтролированы или выполнены по сборочному чертежу;
4) указания о характере сопряжения и методах его осуществления, если точность сопряжения обеспечивается при сборке (подбор деталей, их пригонка и т д);
5) указания о способе выполнения неразъемных соединений (сварных, паяных и др );
6) номера позиций составных частей, входящих в изделие;
7) основные характеристики изделия;
8) габаритные размеры, определяющие предельные внешние или внутренние очертания изделия;
9) установочные размеры, по которым изделие устанавливается на месте монтажа;
10) присоединительные размеры, по которым изделие присоединяется к другим изделиям;
11) необходимые справочные размеры.
При изображении изделия на сборочном чертеже помимо видов могут применяться разрезы и сечения, поясняющие форму и расположение деталей, входящих в изделие.
Правила выполнения изображений (видов, разрезов, сечений) на сборочных чертежах имеют много общего с правилами изображений деталей, изложенными в гл. 27.
На сборочном чертеже регулятора давления (см. рис. 452) приведены следующие изображения: главный вид, вид сверху, профильный разрез и разрез
Изображения и штриховка сечений в разрезах выполнены в соответствии с требованиями ЕСКД ГОСТ 2. 306—68 (СТ СЭВ 860—78).
На сборочном чертеже, как правило, изображения располагают в проекционной связи, что облегчает чтение чертежа. Отдельные изображения могут размещаться на свободном месте поля чертежа.
Основная надпись сборочного чертежа выполняется по ГОС Т 2. 104—68 (СТ СЭВ 140—74, СТ СЭВ 365— 76). Сборочный чертеж (см. рис. 452) имеет то же наименование, которое записано в спецификации (рис. 453). Обозначения сборочного чертежа и его спецификации идентичны; только в конце обозначения сборочного чертежа записан шифр «СБ» (сборочный).

Для каждой составной части регулятора давления в спецификации указан номер позиции (рис. 453). На сборочном чертеже (см. рис. 452) все составные части регулятора давления нумеруют в соответствии с номерами позиций, указанными в спецификации (рис. 453).
Номера позиций на сборочном чертеже наносят на полках линий-выносок, проводимых от изображений составных частей. Линии-выноски пересекают контур изображения составной части и заканчиваются точкой. Номера позиций следует указывать на том изображении, на котором часть изделия проецируется как видимая. Линии-выноски не должны пересекаться между собой, не должны быть параллельны линиям штриховки, по возможности не должны пересекать изображение других составных частей, а также размерных линий чертежа.
Номера позиций наносят на чертеже, как правило, один раз. Допускается указывать повторно номера позиций одинаковых составных частей. При этом все повторяющиеся номера позиций проставляются на двойной полке.
Номера позиций располагают параллельно основной надписи чертежа и группируют их в колонку или строчку, т. е. по вертикальной или горизонтальной прямой. Размер полок 10. 12 мм.
Размер шрифта номеров позиций должен быть больше размера шрифта размерных чисел в 1,5 раза.
Для группы крепежных деталей, относящихся к одному и тому же месту крепления, допускается проводить общую линию-выноску. В этом случае полки для номеров позиций должны располагаться колонкой и соединяться тонкой линией (рис. 452, болт гайка шайба 18).
СПЕЦИФИКАЦИЯ
Спецификация представляет собой текстовой документ, определяющий состав изделия, состоящего из двух и более частей. Составляют спецификацию на каждую сборочную единицу.
Спецификация выполняется и оформляется на отдельных листах формата А4 по форме, определяемой ГОСТ 2.108—68 (СТ СЭВ 2516—80). Если сборочный чертеж выполнен на листе формата А4, допускается совмещать спецификацию с чертежом.
В спецификации выполняются графы, размеры, расположение и содержание которых приведены на рис. 453.
Спецификация в общем случае состоит из разделов, которые располагают в следующей последовательности:
3) сборочные единицы;
5) стандартные изделия;
При большом количестве составных частей изделия спецификация может располагаться на нескольких листах; в нижней части первого листа должна быть основная надпись по форме 2 (ГОСТ 2.104—68), а на всех последующих — по упрощенной форме (рис. 453, листы 2 и 3). Спецификация СОСТОЯТ из разделов, последовательность расположения и характер содержания которых представлены в табл. 43.

Наличие тех или иных разделов в спецификации определяется составом специфицируемого изделия. При изучении курса «Черчение» спецификация обычно состоит из следующих разделов: «Документация», «Сборочные единицы», «Детали», «Стандартные изделия», «Прочие изделия», «Материалы». Ниже приводятся основные сведения о заполнении граф спецификации для этих разделов.
Наименование каждого раздела записывается в виде заголовка в графе «Наименование» и подчеркивается. Перед наименованием каждого раздела, а также после наименования оставляется по одной свободной строке.
После каждого раздела спецификации необходимо оставлять несколько свободных строк для дополнительных записей.
В графе «Наименование» указывается:
а) В разделе «Документация» — наименование документа, например: «Сборочный чертеж», «Габаритный чертеж», «Пояснительная записка», «Технические условия» и т. п.
б) В разделах «Сборочные единицы» и «Детали» — наименование изделия или детали в соответствии с основной надписью его чертежа. Записи в каждом из этих разделов выполняют в алфавитном порядке букв, входящих в индекс обозначения, и далее в порядке возрастания цифр, входящих в обозначение.
в) В разделе «Стандартные изделия» записывают условное обозначение изделия (табл. 44). Изделия записывают в последовательности категорий стандартов. В пределах каждой категории стандартов обозначения изделий записывают по однородным группам, например: крепежные изделия, арматура, изделия разные (подшипники, ремни и т. п.), смазочные устройства, гидравлика, электрооборудование. В пределах каждой группы — в алфавитном порядке наименования изделия (например, «Болт», «Винт», «Гайка», «Шайба»). В пределах каждого наименования — в порядке возрастания обозначений стандарта (напри-

мер, Болт М10, Болт М12 и т. д.). В пределах каждого обозначения стандарта — в порядке возрастания основных параметров или размеров изделия (например диаметра). В пределах основного параметра или размера изделия — в порядке возрастания прочих параметров или размеров (например длины). Если стандартные изделия изготовляются по одному стандарту и основные параметры и размеры их обозначаются одним числом или буквой, то в обозначении их по ГОСТ 2.108—68 допускаются упрощения (не указывается номер стандарта), например шайбы: Шайба 3, Шайба 4 и т. д.
г) В разделе «Прочие изделия» указывают наименования и условные обозначения изделий в соответствии с документами на их поставку, с указанием обозначений этих документов. Изделия записывают по однородным группам, в пределах каждой группы — в алфавитном порядке наименований изделий, а в пределах каждого наименования — в порядке возрастания основных параметров или размеров изделия.
д) В разделе «Материалы» указывают обозначения материалов, установленные стандартами на эти материалы. Материалы записывают по видам в последовательности, определяемой ГОСТ 2.108—68 (СТ СЭВ 2516—80): металлы черные, магнитоэлектрические и ферромагнитные, цветные, благородные, редкие и т. д.
Детали сборочных единиц изготовляют из материалов, которые указаны в основных надписях рабочих чертежей этих деталей. Материал деталей, на которые рабочие чертежи не изготовляются, указывают в спецификации в разделе «Материалы».
В графе «Поз.» (позиция) указывают порядковые номера составных частей, непосредственно входящих в специфицируемое изделие, в последовательности записи их в спецификации. Составным частям раздела «Документация» номера позиций не присваивают.
В графе «Кол.» (количество) указывают:
а) в разделе «Материалы» — общее количество материала конкретной позиции на одно специфицируемое изделие с указанием единиц измерения;
б) в разделе «Документация» эта графа не заполняется;
в) во всех остальных разделах — количество каждого изделия, записанного в спецификацию, на одно специфицируемое изделие.
В графе «Примечание» указываются дополнительные сведения, относящиеся к изделиям, записанным в спецификацию. Например, для деталей, на которые не выпущены чертежи, указывают массу.
В графе «Формат» записывают обозначение формата листа конструкторского документа. Для деталей, на которые не выпущены чертежи, проставляют шифр «БЧ» (без чертежа).
В графе «Зона» указывают обозначение зоны чертежа, в которой находится записываемая составная часть изделия. Разбивка поля чертежа на зоны производится при выполнении сборочного чертежа на формате сравнительно большого размера.
В графе «Обозначение» указывают обозначение документов, сборочных единиц деталей.
Более подробные сведения о заполнении спецификации приведены в ГОСТ 2.105—79 (СТ СЭВ 2667—80) и ГОСТ 2.108—68 (СТ СЭВ 2516—80).
На рис. 453 представлены три листа спецификации на регулятор давления, которому присвоено обозначение ПК 04.08.00.00. В данном случае спецификация состоит из разделов: «Документация», «Сборочные единицы», «Детали» и «Стандартные изделия». Спецификация выполнена на двух листах, так как ее содержание не размещается на одном листе. Если наименование отдельных позиций не размещается на одной строке, то его следует располагать на двух (или нескольких) строках.
Текст спецификации может быть написан от руки чертежным шрифтом, напечатан на машинке или выполнен типографским способом [ГОСТ 2.105—79 (СТ СЭВ 2667—80)].
Спецификация к сборочному чертежу регулятора давления (см. рис. 452) приведена на рис. 453, она содержит раздел «Сборочные единицы», в который внесена сборочная единица сварная деталь «Кронштейн» (данная сборочная единица имеет свой сборочный процесс). Это означает, что на «Кронштейн» выполнены отдельная спецификация и самостоятельный сборочный чертеж. Так как этот сборочный чертеж выполнен на листе формата А4, спецификация может быть помещена на сборочном чертеже, при этом шифр «СБ» в обозначении сборочного чертежа не проставляется. Каждому конструкторскому документу должно быть присвоено обозначение, записываемое в основную надпись. ГОСТ 2.201—80 устанавливает систему обозначений, которая в учебных условиях вызывает значительные трудности. В связи с этим при изучении курса «Черчение» обозначение конструкторских документов может осуществляться упрощенно, например обозначение каждого конструкторского документа состоит из буквенно-цифрового индекса, определяющего изделие (например, ТШ-30), и трех пар чисел — ТШ-30.00.00.00. Первая пара чисел обозначает порядковый номер сборочной единицы, входящей в изделие; вторая — порядковый номер сборочной единицы, входящей в предыдущие сборочные единицы; третья — порядковый номер деталей, входящих в изделие или сборочную единицу.
Обозначение сборочного чертежа изделия идентично обозначению в соответствующей спецификации, но в конце этого обозначения записывается шифр «СБ» (сборочный).
ПОСЛЕДОВАТЕЛЬНОСТЬ ВЫПОЛНЕНИЯ СБОРОЧНОГО ЧЕРТЕЖА ГОТОВОГО ИЗДЕЛИЯ
В учебной практике широко применяется выполнение учебного сборочного чертежа готового изделия. В этом случае рекомендуются следующие этапы выполнения работы:
1) ознакомление с изделием;
2) распределение составных частей изделия по разделам спецификации и присвоение им обозначений;
3) эскизирование всех деталей, которые должны быть выполнены при изготовлении изделия (детали, которые могут быть отнесены к «Стандартным изделиям» или к «Прочим изделиям», обычно не эскизи-руют);
4) выполнение спецификации и сборочного чертежа изделия.
1. Ознакомление с изделием
Приступая к выполнению сборочного чертежа изделия (или его части — сборочной единицы), необходимо подробно ознакомиться с назначением, устройством и взаимодействием отдельных частей этого изделия.

Рассмотрим последовательность выполнения сборочного чертежа направляющего блока (рис. 454, а). Эта сборочная единица устанавливается на одной из частей металлоконструкции подъемного крана и служит для направления троса (стального каната).
Трос входит в желобок ролика (рис. 454) и огибает ролик под определенным углом. Ролик 1 свободно вращается на оси 5, которая неподвижно закреплена в ушках вилки 2 планкой 4, входящей в прорезь оси 5. Планка 4 крепится к вилке 2 двумя винтами 7.
Для смазки оси 5 ролика 7 служит пресс-масленка 9, через которую по цилиндрическим каналам к оси 5 на поверхность трения подается густая смазка.
Вилка 2 соединяется четырьмя болтами 6 и гайками 8 с кронштейном 3, который также болтами крепится к металлоконструкции крана.
Перед выполнением чертежа надо самостоятельно разобрать блок, уяснить геометрические формы деталей, установить виды соединений деталей и последовательность сборочных операций (см. рис. 454).
2. Распределение составных частей изделия по разделам спецификации и присвоение им обозначений
На рис. 454, б представлены составные части «Направляющего блока», которые должны быть распределены по разделам спецификации.
а) «Ролик» представляет собой сборочную единицу, состоящую из ролика с запрессованной в него втулкой. Следовательно, «Ролик» относится к разделу спецификации «Сборочные единицы», поэтому необходимо по эскизам входящих в него деталей («Ролик» и «Втулка») выполнить сборочный чертеж и составить его спецификацию.
б) Составные части: «Вилка», «Кронштейн», «Планка» и «Ось» относятся к разделу спецификации «Детали». На каждую из этих составных частей выполняется экскиз.
в) Составные части: болты, гайки, масленка относятся к разделу спецификации «Стандартные изделия».
На сборочном чертеже в условиях учебного заведения рекомендуется в соответствии с обозначениями всего изделия в целом присвоить обозначения и составным частям.
Например, подъемный кран с индексом ПК02 обозначается ПК02.00.00.00; одна из сборочных единиц подъемного крана — блок направляющий — с номером 06 обозначается ПК02.06.00.00; одна из деталей блока направляющего — планка — с номером 04 обозначается ПК02.06.00.04; одна из сборочных единиц блока направляющего — ролик с запрессованной в него втулкой — с номером 01 обозначается ПК02.06.01.02.
Если трудно определить, какому изделию принадлежит сборочная единица, то обозначение изделия ПК02.00.00 рекомендуется заменить индексом МЧ.02 («Машиностроительное черчение»).
На рис. 455 приведена схема составных частей «Блока направляющего», на которые должны быть выполнены чертежи или эскизы. На этой же схеме указаны обозначения, присвоенные этим составным частям.
3. Эскизирование деталей
Эскизирование деталей осуществлятся в соответствии с рекомендациями и правилами. Эскизы деталей следует выполнять на листах стандартного формата. Для эскизирования желательно применять бумагу, графленную в клетку.

Расположение изображений на эскизах должно обеспечивать удобство пользования эскизами при изготовлении по ним деталей.
Особое внимание следует обратить на соответствие размеров сопрягаемых поверхностей деталей. Выбор материала каждой детали должен по возможности отражать требования, предъявляемые к ее функциям (назначению) в сборочной единице.
На рис. 456 представлен эскиз вилки (рис. 454, б, поз. 2), а на рис. 457 кронштейна (рис. 454, б, поз. 3). Они содержат по три изображения: главный вид, вид сверху и вид слева, полностью выявляющие форму этих деталей. Отверстия в деталях показывают, применяя местные разрезы. Для выявления формы вилки 2 дан местный вид А.

Эскиз планки 4 имеет фронтальный разрез и вид сверху (рис. 458, б). Для изображения оси 5 достаточно одного главного вида с частью фронтального разреза и сечения А—А,показывающего форму и расположение смазочного канала (рис. 458, а).

Ролик 1 блока направляющего является сборочной единицей. Поэтому выполняются эскизы его деталей: ролика (рис. 459, а) и втулки (рис. 459, б). Эскиз стандартной детали (винта 7) не выполняется.
Отверстие для стопорного винта выполнено после сборки ролика с втулкой, поэтому на эскизах деталей (рис. 459) оно не показано.

На рис. 460 представлен сборочный чертеж ролика, по которому выполняются запрессовка втулки и резьбовое отверстие под винт. Здесь достаточно одного изображения сборочной единицы, которое может быть размещено на листе формата А4.
Если сборочный чертеж выполнен на листе формата А4, то ГОСТ 2.108—68 допускает располагать на этом же листе и спецификацию.

Основная надпись сборочного чертежа, совмещенного со спецификацией, выполняется по ГОСТ 2.104— 68 (СТ СЭВ 140—74, СТ СЭВ 365—76). В обозначении сборочного чертежа, имеющего спецификацию, шифр «СБ» не записывается.
4. Выполнение спецификации и сборочного чертежа «Блока направляющего»
На сборочном чертеже составные части изделия обозначают номерами позиций в той последовательности, в которой они записаны в спецификации. Следовательно, спецификация должна быть выполнена до простановки позиций на сборочном чертеже.
В учебной практике спецификацию можно располагать на свободном месте поля учебного сборочного чертежа даже в том случае, если этот чертеж выполнен на листе, формат которого отличается от формата А4 (рис. 461).
На рис. 461 спецификация заполнена по правилам, с учетом обозначений, присвоенных составным частям изделия, в соответствии со схемой на рис. 455.

Сборочный чертеж (см. рис. 461) выполняют в следующей последовательности:
1) выбор количества изображений;
2) выбор масштаба изображений;
3) выбор формата листа;
4) компоновка изображений;
5) выполнение изображений;
6) нанесение размеров;
7) нанесение номеров позиций;
8) выполнение текстового материала;
9) заполнение основной надписи.
Количество изображений должно быть минимальным, но достаточным для того, чтобы получить полное представление о форме и размерах изделия и его составных частей.
При выборе масштаба предпочтение отдается изображению изделия в действительном виде в масштабе 1:1.
Однако для изделий небольших или весьма больших размеров следует масштаб увеличивать или уменьшать согласно ГОСТ 2.302—68.
Формат чертежа должен быть выбран с таким расчетом, чтобы поле чертежа использовалось рационально.
На сборочном чертеже (см. рис. 461) «Блок направляющий» изображен в рабочем положении. На чертеже имеются главный вид, вид сверху, вид слева, сечения Б—Б и В—В и местный вид А.
Для того чтобы показать соединение деталей 2 и болтами, на главном виде сделан местный разрез.
Часть разреза на виде сверху показывает соединение деталей 1, 2и 5.
Местный разрез на виде слева показывает соединение детали 2 и 4винтами 7.
Форма выреза детали 2 видна на местном виде А.
Отверстия и каналы для смазки показаны на сечении В—В.
После измерения габаритных размеров сборочной единицы выбирают масштаб изображения и формат листа. На листе сплошными тонкими линиями вычерчивают прямоугольники со сторонами, равными соответствующим габаритным размерам изображений. Между прямоугольниками оставляют место для расположения линий-выносок и размерных линий. С правой стороны внизу листа помещают основную надпись и спецификацию (см. рис. 461).
Выполнение чертежа начинают с вычерчивания главного вида кронштейна 3 и вилки 2, размеры которых берутся с эскизов.
В большинстве случаев последовательность сборки изделия определяет порядок вычерчивания его частей. При сборке детали 2 и 3 соединяют болтами, затем в ролик запрессовывают втулку, которую стопорят винтом. Отверстие для винта сверлят одновременно (совместно) в обеих деталях после их сборки.
Сборочную единицу из трех деталей (поз. 1) вставляют в раствор вилки 2 и соединяют с ней осью 5. Ось 5 планкой 4 и болтами 7 с гайкой 8 крепят к вилке 2. Масленку 9 запрессовывают в ось 5 заранее.
После вычерчивания изображений наносят габаритные и присоединительные размеры, проставляют условные обозначения допусков и посадок (на учебных чертежах допуски и посадки не проставляют). На полках линий-выносок наносят номера позиций соответственно указанным в спецификации. Шрифт номеров позиций должен быть в 1,5 раза больше шрифта размерных чисел.
Размеры для справок, отмеченные на сборочных чертежах знаком «*», не требуются для сборки или контроля изделия.