Расчет длины развертки детали
Расчет размеров заготовки при гибке
14.05.2015 Опубликовал Mehanolog 1
Рассмотрим ситуацию, которая нередко возникает на гибочном производстве. Особенно это касается небольших цехов, которые обходятся средствами малой и средней механизации. Под малой и средней механизацией я подразумеваю использование ручных или полуавтоматических листогибов. Оператор суммирует длину полок, получает общую длину заготовки для требуемого изделия, отмеряет нужную длину, отрезает и.. после гибки получает неточное изделие. Погрешности размеров конечного изделия могут быть весьма значительными (зависит от сложности изделия, количества гибов и т.д.). Все потому, что при расчетах длины заготовки нужно учитывать толщину металла, радиус гибки, коэффициент положения нейтральной линии (К-фактор). Именно этому и будет посвящена данная статья.
Честно говоря, произвести расчет размеров заготовки несложно. Нужно только понять, что нужно брать в расчет не только длины полок (прямых участков), но и длины криволинейных участков, получившихся ввиду пластических деформаций материала при гибке.
Притом, все формулы уже давно выведены «умными людьми», книги и ресурсы которых я постоянно указываю в конце статей (оттуда вы, при желании, можете получить дополнительные сведения).
Таким образом, для расчета правильной длины заготовки (развертки детали), обеспечивающей после гибки получение заданных размеров, необходимо, прежде всего, понять, по какому варианту мы будем производить расчет.
Вариант 1  | Вариант 2  |
| Lt = A + B + BA | Lt = A + B – BD |
| Lt – общая длина плоской заготовки; А и В – см. рисунок; ВА– припуск | Lt – общая длина плоской заготовки; А и В – см. рисунок; BD – вычет |
Таким образом, если вам нужна поверхность полки А без деформаций (например для расположения отверстий), то вы ведете расчет по варианту 1. Если же вам важна общая высота полки А, тогда, без сомнения, вариант 2 более подходящий.
Вариант 1 (с припуском)
а) Определить К-фактор (см Справочную);
б) Разбить контур изгибаемой детали на элементы, представляющие собой отрезки прямой и части окружностей;
в) Суммировать длины этих отрезков. При этом, длины прямых участков суммируются без изменения, а длины криволинейных участков – с учетом деформации материала и соответственного смещения нейтрального слоя.
Так, например, для заготовки с одним гибом, формула будет выглядеть следующим образом:

Где X1 – длина первого прямого участка, Y1– длина второго прямого участка, φ – внешний угол, r – внутренний радиус гибки, k – коэффициент положения нейтральной линии (К-фактор), S – толщина металла.
Причем, нам придется считать длину каждой полки отдельно, прежде чем задавать точку перемещения заднего упора станка. Надеюсь, это понятно.
Таким образом, ход расчета будет следующим..
Y1 + BA1 + X1 + BA2 +..т.д
Длина формулы зависит от количества переменных.
Вариант 2 (с вычетом)
По моему опыту, это самый распространенный вариант расчетов для гибочных станков с поворотной балкой. Поэтому, давайте рассмотрим этот вариант.
Нам также необходимо:
а) Определить К-фактор (см таблицу).
б) Разбить контур изгибаемой детали на элементы, представляющие собой отрезки прямой и части окружностей;
в) Рассчитать необходимые вычеты. При этом, длины прямых участков суммируются без изменения, а длины вычетов – соответственно, вычитаются.
Здесь необходимо рассмотреть новое понятие – внешняя граница гибки.
Чтобы было легче представить, см рисунок:
Внешняя граница гибки – вот эта воображаемая пунктирная линия.
Так вот, чтобы найти длину вычета, нужно от длины внешней границы отнять длину криволинейного участка.
Таким образом, формула длины заготовки по варианту 2:

Где Y2, X2 – полки, φ – внешний угол, r – внутренний радиус гибки, k – коэффициент положения нейтральной линии (К-фактор), S – толщина металла.
Вычет у нас (BD), как вы понимаете:

Внешняя граница гибки (OS):

И в этом случае также необходимо каждую операцию рассчитывать последовательно. Ведь нам важна точная длина каждой полки.
Схема расчета следующая:
(Y2 – BD1 / 2) + (X2 – (BD1 / 2 + BD2 / 2)) + (M2 – (BD2 / 2 + BD3 /2)) +.. и т.д.
Графически это будет выглядеть так:
И еще, размер вычета (BD) при последовательном расчете считать надо правильно. То есть, мы не просто сокращаем двойку. Сначала считаем весь BD, и только после этого получившийся результат делим пополам.
Надеюсь, что этой своей ремаркой я никого не обидел. Просто я знаю, что математика забывается и даже элементарные вычисления могут таить в себе никому не нужные сюрпризы.
На этом все. Всем спасибо за внимание.
При подготовке информации я использовал: 1. Статья «BendWorks. The fine-art of Sheet Metal Bending» Olaf Diegel, Complete Design Services, July 2002; 2. Романовский В.П. «Справочник по холодной штамповке» 1979г; материалы англоязычного ресурса SheetMetal.Me (раздел “Fabrication formulas”, ссылка: http://sheetmetal.me/formulas-and-functions/)
Расчет длины развертки детали
Упрощенно развертка рассчитывается следующим образом:
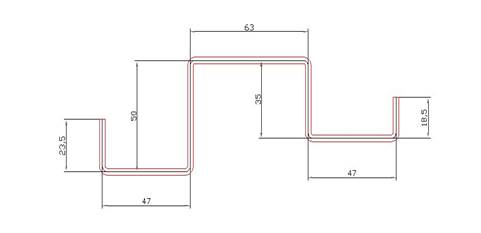
Допустим, имеется деталь как на рисунке.
Считаем суммарно развертку по СРЕДНЕЙ линии….. примерно так :
Еще необходимо учесть следующее ограничение – минимальное расстояние между гибами или от гиба до края заготовки должно быть не менее 15 мм. Это технологическое ограничение листогиба. Можно и меньше, но это необходимо обсудить. Есть и другие ограничения, но это уже будем решать вместе.
Расчет разверток деталей из листа под углом N°
где каэффициент K определяется по таблице. Он зависит от отношения внутреннего радиуса гибки и толщины материала r/t
Lдуги = pi * G/180 * Rср
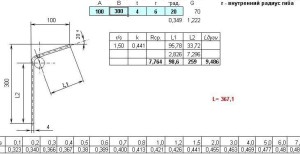
Как мы видим r/t (на рисунке r/s) равно1,5.Выбираем из таблицы 1,5 получаем K=0,441
Ну вот получилась прожка.Данный файл xlРасчет разверткиВы можете скачать прямо с сайта.Он сам все расчитает.Нужно только ввести размеры. Если хотите посмотреть как работают формулы,снимите защиту с листа.Пароля нет.
Расчет длины развертки
 Как я и обещал в комментариях к статье «Расчет усилия листогиба», сегодня поговорим о расчете длины развертки детали, согнутой из листового металла. Конечно, процессу гибки подвергают не только детали из листов. Гнут детали круглого и.
Как я и обещал в комментариях к статье «Расчет усилия листогиба», сегодня поговорим о расчете длины развертки детали, согнутой из листового металла. Конечно, процессу гибки подвергают не только детали из листов. Гнут детали круглого и.
. квадратного сечений, гнут и все прокатные профили – уголки, швеллеры, двутавры, трубы. Однако холодная гибка деталей из листового металлопроката, безусловно, является наиболее распространенной.
Для обеспечения минимальных радиусов, детали перед гибкой иногда нагревают. При этом повышается пластичность материала. Используя гибку с калибрующим ударом, добиваются того, что внутренний радиус детали становится абсолютно равным радиусу пуансона. При свободной V-образной гибке на листогибе внутренний радиус получается на практике больше радиуса пуансона. Чем более у материала детали ярко выражены пружинные свойства, тем более отличаются друг от друга внутренний радиус детали и радиус пуансона.
На рисунке, представленном ниже, изображен согнутый из листа толщиной s и шириной b уголок. Необходимо найти длину развертки.

Расчет развертки выполним в программе MS Excel.
Но вся проблема в том, что нейтральный слой располагается не в середине сечения металла! Для справки: нейтральный слой – поверхность расположения условных волокон металла, не растягивающихся и не сжимающихся при изгибе. Более того – эта поверхность (вроде как) не является поверхностью кругового цилиндра. Некоторые источники предполагают, что это параболический цилиндр…
На базе этой формулы и создана программа расчета развертки листовых деталей из сталей марок Ст3 и 10…20 в Excel.
В ячейках со светло-зеленой и бирюзовой заливкой пишем исходные данные. В ячейке со светло-желтой заливкой считываем результат расчета.

1. Записываем толщину листовой заготовки s в миллиметрах
в ячейку D 3 : 5,0
2. Длину первого прямого участка L1 в миллиметрах вводим
в ячейку D 4 : 40,0
3. Внутренний радиус сгиба первого участка R1 в миллиметрах записываем
в ячейку D 5 : 5,0
4. Угол сгиба первого участка a1 в градусах пишем
в ячейку D 6 : 90,0
5. Длину второго прямого участка детали L2 в миллиметрах вводим
в ячейку D 7 : 40,0
6. Все, результат расчета — длина развертки детали L в миллиметрах
в ячейке D 17 : =D4+ЕСЛИ(D5=0;0;ПИ()/180*D6*D3/LN ((D5+D3)/D5))+ +D7+ЕСЛИ(D8=0;0;ПИ()/180*D9*D3/LN ((D8+D3)/D8))+D10+ +ЕСЛИ(D11=0;0;ПИ()/180*D12*D3/LN ((D11+D3)/D11))+D13+ +ЕСЛИ(D14=0;0;ПИ()/180*D15*D3/LN ((D14+D3)/D14))+D16 =91.33
Используя предложенную программу, можно рассчитать длину развертки для деталей с одним сгибом – уголков, с двумя сгибами – швеллеров и Z-профилей, с тремя и четырьмя сгибами. Если необходимо выполнить расчет развертки детали с большим числом сгибов, то программу очень легко доработать, расширив возможности.
Важным преимуществом предложенной программы (в отличие от многих аналогичных) является возможность задания на каждом шаге различных углов и радиусов гибки.
А «правильные» ли результаты выдает программа? Давайте, сравним полученный результат с результатами расчетов по методике изложенной в «Справочнике конструктора-машиностроителя» В.И. Анурьева и в «Справочнике конструктора штампов» Л.И. Рудмана. Причем в расчет возьмем только криволинейный участок, так как прямолинейные участки все, надеюсь, считают одинаково.
Проверим рассмотренный выше пример.
«По программе» : 11,33 мм – 100,0%
«По Анурьеву» : 10,60 мм – 93,6%
«По Рудману» : 11,20 мм – 98,9%
Увеличим в нашем примере радиус гибки R1 в два раза — до 10 мм. Еще раз произведем расчет по трем методикам.
«По программе» : 19,37 мм – 100,0%
«По Анурьеву» : 18,65 мм – 96,3%
«По Рудману» : 19,30 мм – 99,6%
Таким образом, предложенная методика расчетов выдает результаты на 0,4%…1,1% больше, чем «по Рудману» и на 6.4%…3,7% больше, чем «по Анурьеву». Понятно, что погрешность существенно уменьшится, когда мы добавим прямолинейные участки.
«По программе» : 99,37 мм – 100,0%
«По Анурьеву» : 98,65 мм – 99,3%
«По Рудману» : 99,30 мм – 99,9%
Возможно Рудман составлял свои таблицы по этой же формуле, которую использую я, но с погрешностью логарифмической линейки… Конечно, сегодня «на дворе» двадцать первый век, и рыскать по таблицам как-то не с руки!
В заключение добавлю «ложку дегтя». Длина развертки — это очень важный и «тонкий» момент! Если конструктор гнутой детали (особенно высокоточной (0,1 мм)) надеется расчетом точно и с первого раза определить ее, то он зря надеется. На практике в процесс гибки вмешается масса факторов – направление проката, допуск на толщину металла, утонение сечения в месте изгиба, «трапециевидность сечения», температура материала и оснастки, наличие или отсутствие смазки в зоне гибки, настроение гибщика… Короче, если партия деталей большая и дорого стоит – уточните практическими опытами длину развертки на нескольких образцах. И только после получения годной детали рубите заготовки на всю партию. А для изготовления заготовок для этих образцов, точности, которую обеспечивает программа расчета развертки, хватит с лихвой!
Программы расчета «по Анурьеву» и «по Рудману» в Excel можете найти в Сети.
Жду ваших комментариев, коллеги.
Для УВАЖАЮЩИХ труд автора — скачать файл можно ПОСЛЕ ПОДПИСКИ НА АНОНСЫ СТАТЕЙ (подписная форма — чуть ниже и наверху страницы).
Для ОСТАЛЬНЫХ — можно скачать просто так.
Ссылка на скачивание файла: raschet-dliny-razvertki (xls 36,5KB).
Продолжение темы — в статье о К-факторе.
О расчете развертки при гибке труб и прутков читайте здесь.
Определение длины развертки при гибке
Элементы заготовки, расположенные в деформируемой зоне и прилегающие к внутренней поверхности изгибаемой детали (со стороны пуансона), подвергаются сжатию, а прилегающие к внешней поверхности (со стороны матрицы)—растяжению. Между растянутыми и сжатыми волокнами находится нейтральная линия длина которой не изменяется (Черт. 106).

Черт. 106
Радиус нейтральной линии R в мм (черт. 106) определяется по формуле
где r — радиус гибки, мм;
s— толщина материала мм;
x — коэффициент, величина которого зависит от отношения r/s (табл. 48).
Таблица 48
При завивке шарниров (петель) вследствие наличия внешних сил трения, препятствующих деформированию, коэффициент х определяется по табл. 48а.
Таблица 48а
Длина развертки изгибаемой детали Lр в мм (черт. 107) определяется по формуле
R1; R2; R3 — радиусы нейтральной линии, определяемые по формуле (46).

Черт. 107
При гибке материалов толщиной свыше 3 мм под углом 90° с радиусом гибки r≤s радиус нейтральной линии R, рассчитанный по формуле (46), должен быть скорректирован до величины R1 (черт. 108), исходя из условия целостности материала и сопряжения в точках а и а1 криволинейного участка радиусом R1 с прямыми а—а и а1—а1, преходящими через середину толщины s. На участке С—С1 пунктиром показан внешний контур при расчете без учета утонения материала. В связи с утонением при гибке толщина s1 на этом участке меньше исходной s.

Черт. 108
Значения R1 радиуса скорректированной нейтральной линии и длину дуги abа1, следует подсчитать по формулам
R — определяется по формуле (46); r — радиус гибки, мм; остальные обозначения показаны на черт. 108.
Элементы для определения размеров разверток часто применяемых гнутых деталей приведены в табл. 49.
Таблица 49

Как считают длину развертки листового металла. Определение размеров заготовки при гибке

Вопросы, рассмотренные в материале:
Гибка заготовок – это целенаправленное изменение их формы по заданному контуру. При этом происходит растяжение внешней части изделия и сжатие внутренней. При гибке заготовок сокращается площадь поперечного сечения на величину, называемую «утяжина». В данной статье мы расскажем о том, как осуществляется гибка заготовок и что нужно сделать для достижения наилучшего результата в данном процессе.
Характеристики и назначение развертки по металлу
Инструмент применяется для развертывания отверстий в металлических деталях. Технологическая операция позволяет получить определенный уровень шероховатости стенок отверстия, его точную геометрию. Дополнительные задачи — очистка от заусенцев, калибровка.
Характеристики цилиндрической оснастки:
Размеры конической оснастки:
Конструкция развертки по металлу
Также нужно уделить внимание устройству рабочей части. Она состоит из нескольких зон:
Для отведения стружки из рабочей зоны между зубьями прорезаны специальные канавки. По форме они могут быть винтовыми или прямыми.
Твердосплавная машинная развертка (Фото: Instagram / instrument_sovment)
Определение длины развертки при гибке
Элементы заготовки, расположенные в деформируемой зоне и прилегающие к внутренней поверхности изгибаемой детали (со стороны пуансона), подвергаются сжатию, а прилегающие к внешней поверхности (со стороны матрицы)—растяжению. Между растянутыми и сжатыми волокнами находится нейтральная линия длина которой не изменяется (Черт. 106).
Черт. 106
Радиус нейтральной линии R в мм (черт. 106) определяется по формуле
где r — радиус гибки, мм;
s— толщина материала мм;
x — коэффициент, величина которого зависит от отношения r/s (табл. 48).
Таблица 48
| Отношение r/s | 0,1 | 0,2 | 0,3 | 0,4 | 0,5 | 0,6 | 0,7 | 0,8 | 1,0 | 1,2 |
| Коэффициент x | 0,323 | 0,340 | 0,356 | 0,367 | 0,379 | 0,389 | 0,400 | 0,413 | 0,421 | 0,426 |
| Отношение r/s | 1,5 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 и более |
| Коэффициент x | 0,441 | 0,445 | 0,463 | 0,469 | 0,477 | 0,780 | 0,485 | 0,490 | 0,495 | 0,500 |
При завивке шарниров (петель) вследствие наличия внешних сил трения, препятствующих деформированию, коэффициент х определяется по табл. 48а.
Таблица 48а
| Отношение r/s | 1 | 1,2 | 1,4 | 1,6 | 1,8 | 2 | 2,2 |
| Коэффициент x | 0,56 | 0,54 | 0,52 | 0,51 | 0,5 | 0,5 | 0,5 |
Длина развертки изгибаемой детали Lр в мм (черт. 107) определяется по формуле
где l1; l2; l3 —прямые участки, мм;
φ1; φ2; φ3 — углы гибки, град;
R1; R2; R3 — радиусы нейтральной линии, определяемые по формуле (46).
Черт. 107
При гибке материалов толщиной свыше 3 мм под углом 90° с радиусом гибки r≤s радиус нейтральной линии R, рассчитанный по формуле (46), должен быть скорректирован до величины R1 (черт. 108), исходя из условия целостности материала и сопряжения в точках а и а1 криволинейного участка радиусом R1 с прямыми а—а и а1—а1, преходящими через середину толщины s. На участке С—С1 пунктиром показан внешний контур при расчете без учета утонения материала. В связи с утонением при гибке толщина s1 на этом участке меньше исходной s.
Черт. 108
Значения R1 радиуса скорректированной нейтральной линии и длину дуги abа1, следует подсчитать по формулам
R — определяется по формуле (46); r — радиус гибки, мм; остальные обозначения показаны на черт. 108.
Элементы для определения размеров разверток часто применяемых гнутых деталей приведены в табл. 49.
Таблица 49
Таблица 50
Таблица 50а
Пример. Определить длину развертки для детали, изображенной нa черт. 109.
Черт. 109
Согласно табл. 49 Lр=l+l1+ у,
где l и l1 —длины прямых участков гнутой детали;
у —находим по табл. 50а
При s=4 мм и r= 3,5 мм
Lp =50+40+ 1,22=91,22 мм.
Если в рабочем чертеже детали заданы односторонние допуски, то для подсчета длины развертки эти допуски должны быть пересчитаны на двухсторонние, с сохранением заданного поля допуска. При этом должны быть также пересчитаны номинальные размеры детали (черт. 110).
Черт. 110
В табл. 51 и 52 приведены формулы для расчета длины развертки гнутых деталей при различных исходных данных на рабочем чертеже и различных формах сопряжения.
Таблица 51
Примечание: х — коэффициент, определяется по табл. 48.
Таблица 52
Необходимость уточнения размеров разверток вызывается смешением нейтральной линии в процессе гибки вследствие колебания механических свойств материала, различных условий трения на контактных поверхностях обрабатываемого материала и рабочих деталей штампа и т.п.
Черт. 111
Черт. 112
Похожие записи:
Нет похожих записей.
Виды развертки по металлу
В технической литературе можно встретить классификацию по другим критериям — форме канавок (винтовые или прямые), количеству режущих зубьев (от 6 до 16), материалу.
Развертка изготавливается из быстрорежущей или инструментальной легированной стали. Популярные виды — 9ХС, Р9, Р18.
Почему важно в процессе гибки листа учитывать длину профиля и усилие пресса
Гибка листа при рабочих процессах всегда сопровождается деформациями, которые возникают в структуре металла. Внутренняя поверхность радиуса листа под действием профильного пресса сужается и образовывает складки, а внешняя поверхность – работает на разрыв и растяжение. Если выйти за пределы допустимых значений, в кристаллической решетке стали или алюминия появятся разрывы, которые значительно ухудшат свойства металла. В худшем случае, превышение допустимых нагрузок на точку сгиба может привести к полному разрыву материала.
Чтобы избежать подобного, специалисты выполняют предварительные расчеты предельных соотношений толщины металла, длины профиля и радиуса изгиба. В листогибах с ЧПУ расчеты выполняются автоматически. Оператору достаточно задать первичные параметры и оборудование самостоятельно произведет гибку листового металла под заданный угол.
Но такой метод не подойдет для малых и средних способов механизации. Здесь уже необходимо производить самостоятельные расчеты по специальным формулам и таблицам.
Даже если взять лист нержавеющей стали с точными размерами будущей заготовки, то после деформации готовое изделие получится на 7-9% короче. А это в точной работе недопустимо. Поэтому специалисты перед началом металлообработки выполняют предварительные расчеты по формулам.
Принципы выбора развертки по металлу
Чтобы выбрать хорошую развертку для финишной обработки отверстий в металлических деталях, нужно знать критерии, на которые требуется обратить внимание. Также рекомендуется изучить преимущества и недостатки, производителей оснастки.
Виды развертки (Фото: Instagram / osnastka.shop)
Критерии выбора развертки по металлу
Чтобы добиться максимальной точности от обработки отверстий в металле, рекомендуется покупать развертку с соосником — направляющей, которая находится перед наконечником рабочей зоны с режущими зубьями.
Преимущества и недостатки развертки по металлу
Серьезных недостатков у такой оснастки выделить нельзя.
Развертка со сменной твердосплавной головкой (Фото: Instagram / batusolutions)
Производители и цены развертки по металлу
Когда нужны расчеты
Параметры рассчитываются на калькуляторе или с помощью онлайн-программ
Какую площадь должна иметь поверхность трубопровода, важно знать в следующих случаях.
Принципы эксплуатации развертки по металлу
Металлорежущий инструмент нужно извлекать из обработанных отверстий медленно, плавно.
Керосин (Фото: Instagram / _anapaterem_)
Основные приемы работы с развертками
В процессе развертывания используют машинную или ручную развёртку. Перед этим отверстия подготавливают сверлом по металлу, чей диаметр равен диаметру развёртки, но с небольшим припуском. Припуск допустим меньше диаметра развёртки примерно на 0,3 миллиметра, если работа черновая и на 0,1 миллиметр при чистовом процессе. Машинная развёртка позволяет крепить инструмент аналогично креплению сверла во время сверления.
Процесс машинного развёртывания похож на процесс высверливания. Но мастера рекомендуют выполнять эту работу после подготовки проймы и не меняя установки детали. Чтобы режущее изделие могло самоцентрировать в соответствии с осью проймы, его закрепляют, как правило, в подвижных державках. Скорость резки при развёртывании меньше, чем при обычном сверлении отверстия – в два или три раза. При этом необходимо использовать автоматическую подачу.
Нужно применять большое количество специальных жидкостей для смазки. Скорость подачи зависит от количества оборотов режущего инструмента: чем их меньше, тем выше стойкость развёртки и лучше качество развёртываемой проймы в заготовке. В процессе ручного развёртывания изделие закрепляют в воротке, после чего смазывают. Ось проймы и ось развёртки должны полностью совпасть. После установки инструмента мастер начинает вращать его с небольшим нажимом в правую сторону. Вращать нужно аккуратно, без резких рывков, непрерывно, без изменения скорости. Вращение в обратную сторону категорически недопустимо при ручной развёртке, потому что режущие зубья инструмента могут сломаться. Ручную развёртку делают за один проход.
Изготовление развертки по металлу своими руками
Самодельные развертки по металлу встречаются редко. Связано это с большими сложностями в их изготовлении (требуется специальное оборудование, определенные виды стали), малой надежностью, эффективностью. Проще купить готовую оснастку. При необходимости можно изготовить ручное шило для расширения отверстий в мягких металлах, других видах материалов.
Развертка — оснастка для ручных, электроинструментов, промышленного оборудования, применяемая при финишной обработке отверстий в металле. При покупке лучше выбирать продукцию известных брендов, чтобы получить качественный инструмент.
Способы изгиба труб
Кроме профильных стальных труб иногда возникает необходимость использовать иные материалы. Если нужно изготовить дистиллятор, то используют:
Гибкие материалы: Гибкие воздуховоды для вентиляции
Дуги для небольшого парника можно согнуть из металлопластиковой трубы. Специально оборудование использовать не нужно. Два человека, помогая друг другу, могут придать нужные радиусы и форму подобному материалу.
Исходя из требуемого угла загиба, материала и диаметра трубы, гибку можно осуществить вручную или с применением специального оборудования. Различают также горячую и холодную гибку, с наполнением полости трубы и без ее наполнения.
Здесь схема, формулы и рекомендации по расчету параметров гибки труб, следование которым является гарантией хорошего результата
После прекращения воздействия нагрузки возникает такое явление, как пружинение, прямо пропорциональное модулю упругости материала. Величина возможной деформации также зависит от примененного метода гибки и геометрии объекта.
Относительно недавно появившиеся способы — гибка труб с участием токов промышленной и высокой частоты и гибка с растяжением. В первом случае используется высокопроизводительная высокочастотная установка, в которой трубу диаметром 95 – 300 мм нагревают, выполняют гибку и охлаждают.
В ее состав входят две части — механическая в виде гибочного станка и электрическая, включающая электрическую часть и высокочастотную установку.
Труба деформируется только на нагретом участке, находящемся в зоне индуктора. Изменение геометрии до заданного размера происходит под воздействием отклоняющегося ролика. Таким методом можно получить гиб с кривизной малого радиуса.
Гибку с использованием второго способа осуществляют на гибочно-растяжных машинах, в комплект которых входит поворотный стол. На трубу воздействуют большие растягивающие и изгибающие усилия. Так получают круто-изогнутые гибы с постоянной толщиной стенки по всей окружности.
Применяют метод для гибки труб большого диаметра, используемых в авиационной, автомобильной промышленности, судостроении, где к трубопроводу предъявляют высокие требования. Преимущество в возможности изгибать трубы со стенкой от 2 – 4 мм на 180⁰.