Расчет развертки трубы при гибке. Длина развертки. Формула расчета развертки трубы.
Расчет развертки трубы при гибке. Длина развертки. Формула расчета развертки трубы.
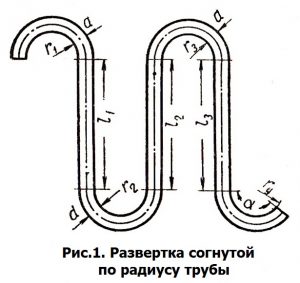
При определении общей длины развертки необходимо трубу разбить на прямые и гнутые участки. Для определения границы прямых и гнутых участков трубы из центров окружностей согнутых участков проводятся радиусы r1; r2; r3; r4 в точку их сопряжения с прямой. Тогда общая длина развертки гнутой трубы (рис. 1) будет:
L общее = l + s,
l — сумма длин прямых участков трубы;
s — сумма длин согнутых по радиусу участков трубы.
На рис. 1 видно, что:
l = l1 + l2 + l3.
Длина развертки согнутой трубы рассчитывается по средней линии. За среднюю линию принимается ось симметрии трубы. Поэтому длина согнутых частей трубы рассчитывается по радиусам:
r1; r2; r3; r4 – внутренние радиусы гибки трубы;
d — наружный диаметр трубы.
Длина развертки гнутой трубы в соответствии с правилами геометрии равняется:
s = (2·π·R·α)/360,
R — радиус средней линии трубы;
α —угол загиба гнутой трубы.
Для угла в 180° s = π·R;
Для угла в 90° s = (π·R)/2.
Сумма длин гнутых частей трубы в данном случае равняется:
s2 = π·R2;
s3 = π·R3;
s4 = (2π·R4·150)/360 = 5/6·π·R4.
s1 = π·(R1 + R2 + R3 + 5/6·R4),
L общее = (l1 + l2 + l3) + π·(R1 + R2 + R3 + 5/6·R4).
Точно так же производится расчет разверток металла кругового профиля.
Определение длины развертки при гибке
Элементы заготовки, расположенные в деформируемой зоне и прилегающие к внутренней поверхности изгибаемой детали (со стороны пуансона), подвергаются сжатию, а прилегающие к внешней поверхности (со стороны матрицы)—растяжению. Между растянутыми и сжатыми волокнами находится нейтральная линия длина которой не изменяется (Черт. 106).

Черт. 106
Радиус нейтральной линии R в мм (черт. 106) определяется по формуле
где r — радиус гибки, мм;
s— толщина материала мм;
x — коэффициент, величина которого зависит от отношения r/s (табл. 48).
Таблица 48
При завивке шарниров (петель) вследствие наличия внешних сил трения, препятствующих деформированию, коэффициент х определяется по табл. 48а.
Таблица 48а
Длина развертки изгибаемой детали Lр в мм (черт. 107) определяется по формуле
R1; R2; R3 — радиусы нейтральной линии, определяемые по формуле (46).

Черт. 107
При гибке материалов толщиной свыше 3 мм под углом 90° с радиусом гибки r≤s радиус нейтральной линии R, рассчитанный по формуле (46), должен быть скорректирован до величины R1 (черт. 108), исходя из условия целостности материала и сопряжения в точках а и а1 криволинейного участка радиусом R1 с прямыми а—а и а1—а1, преходящими через середину толщины s. На участке С—С1 пунктиром показан внешний контур при расчете без учета утонения материала. В связи с утонением при гибке толщина s1 на этом участке меньше исходной s.

Черт. 108
Значения R1 радиуса скорректированной нейтральной линии и длину дуги abа1, следует подсчитать по формулам
R — определяется по формуле (46); r — радиус гибки, мм; остальные обозначения показаны на черт. 108.
Элементы для определения размеров разверток часто применяемых гнутых деталей приведены в табл. 49.
Таблица 49

Гибка трубы. Длина развертки в Excel!
 При проектировании и изготовлении гнутых деталей из труб и прутков всегда возникает задача определения длины развертки – длины прямолинейной заготовки до начала технологического процесса гибки.
При проектировании и изготовлении гнутых деталей из труб и прутков всегда возникает задача определения длины развертки – длины прямолинейной заготовки до начала технологического процесса гибки.
. расчета длины разверток деталей, согнутых из листового металла прямоугольного сечения, представляю расчет в Excel длины развертки деталей из прутков и труб круглого сечения.
Программа расчета написана по формуле классического сопромата! Практические результаты будут немного отличаться от рассчитанных значений из-за целого ряда факторов, о которых уже упоминалось в статье о гибке листовых заготовок (ссылка на эту статью в предыдущем абзаце). Однако точность при гибке трубы для изготовления опытного образца представленная ниже программа обеспечит.
Ниже этого текста на рисунке представлена расчетная схема.
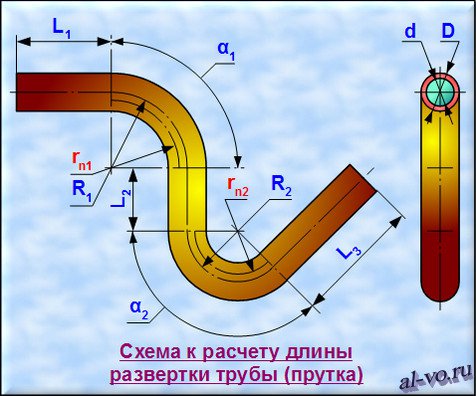
Радиусы нейтральных слоев каждого из изогнутых участков рассчитываются по формуле:
rni =((4* Ri 2 — D 2 ) 0,5 +(4* Ri 2 — d 2 ) 0,5 )/4
Нейтральный слой – это поверхность, ближе которой к центру радиуса изгиба материал трубы при гибке сжимается, а дальше которой от центра радиуса изгиба – растягивается.
Длина кривых участков при гибке трубы определяется по формуле:
Здесь угол αi должен быть в градусах.
Общая длина развертки вычисляется суммированием длин прямых и изогнутых участков:
L = ∑( Li + li )
Программа расчета в Excel длины развертки при гибке труб.
Для выполнения расчетов используем программу MS Excel. Можно воспользоваться табличным процессором Calc из свободно распространяемых пакетов Apache OpenOffice или LibreOffice.
Исходные данные:
Положим, что в рассматриваемом примере деталь состоит из трех прямых и двух изогнутых участков (как на схеме вверху).
1. Записываем наружный диаметр трубы D в миллиметрах
в ячейку D4: 57,0
2. Значение внутреннего диаметра трубы d в миллиметрах заносим
в ячейку D5: 50,0
Внимание. Если рассчитывается длина развертки прутка сплошного круглого сечения, то d =0!
3. Длину первого прямого участка L1 в миллиметрах вводим
в ячейку D6: 200,0
4. Осевой радиус сгиба первого кривого участка R1 в миллиметрах записываем
в ячейку D7: 300,0
5. Угол сгиба первого кривого участка α1 в градусах пишем
в ячейку D8: 90,0
6. Длину второго прямого участка детали L2 в миллиметрах вводим
в ячейку D9: 100,0
7. Осевой радиус сгиба второго изогнутого участка R2 в миллиметрах записываем
в ячейку D10: 200,0
8. Угол сгиба второго изогнутого участка α2 в градусах пишем
в ячейку D11: 135,0
9. Длину третьего прямого участка детали L3 в миллиметрах вводим
в ячейку D12: 300,0
10-15. Ввод исходных данных в Excel для нашего примера завершен. Ячейки D13…D18 оставляем пустыми.
Программа позволяет рассчитывать развертки деталей, содержащих до пяти прямых участков и до четырех изогнутых. Гибка трубы с большим количеством участков требует для расчета развертки незначительной модернизации программы.

Результаты расчетов:
16. Длину первого изогнутого участка L1 в миллиметрах вычисляем
в ячейке D20: =ЕСЛИ(D7=0;0;ПИ()*D8/180*((4*D7^2-$D$4^2)^0,5+(4*D7^2-$D$5^2)^0,5)/4) =469,4
17. Длину второго изогнутого участка L2 в миллиметрах вычисляем
в ячейке D21: =ЕСЛИ(D10=0;0;ПИ()*D11/180*((4*D10^2-$D$4^2)^0,5+(4*D10^2-$D$5^2)^0,5)/4) =467,0
18-19. Так как в рассматриваемом примере нет третьего и четвертого кривых участков, то
в ячейке D22: =ЕСЛИ(D13=0;0;ПИ()*D14/180*((4*D13^2-$D$4^2)^0,5+(4*D13^2-$D$5^2)^0,5)/4) =0,0
в ячейке D23: =ЕСЛИ(D16=0;0;ПИ()*D17/180*((4*D16^2-$D$4^2)^0,5+(4*D16^2-$D$5^2)^0,5)/4) =0,0
20. Общая длина развертки детали L в миллиметрах суммируется
в ячейке D24: =D6+D9+D12+D15+D18+D20+D21+D22+D23 =1536,3
Длина развертки изогнутой трубы рассчитана с помощью программы MS Excel.
Заключение.
Гибка трубы и/или прутка – не простая технологическая задача, таящая целый ряд «подводных камней». Надеюсь, предложенный расчет в Excel упростит вам, уважаемые читатели, ее решение. Возможность задания на каждом шаге различных длин прямых участков, углов и радиусов гибки, несомненно, расширит область применения представленной программы.
Уважаемые читатели! Вопросы, отзывы, и замечания оставляйте, пожалуйста, в комментариях внизу страницы.
УВАЖАЮЩИМ труд автора скачать файл можно ПОСЛЕ ПОДПИСКИ НА АНОНСЫ СТАТЕЙ (подписные формы — чуть ниже и наверху страницы).
ОСТАЛЬНЫМ — можно скачать просто так.
Ссылка на скачивание файла: raschet-dliny-razvertki-truby (xls 103KB).
Статьи с близкой тематикой
Отзывы
30 комментариев на «Гибка трубы. Длина развертки в Excel!»
Как хорошо, что такие люди как Вы есть. Спасибо за Ваше неравнодушие.
Александр спасибо вам огромное, что подробно расказываете и выкладываете расчет. Гибка труб — действительно нужное знание для инженеров и конструкторов. Пригодится даже в дом. хозяйстве. Успехов.
Большое спасибо за ценный материал.
А можно ли применить этот подход, если пруток — квадратного сечения? Например пересчитать площадь сечения в эквивалентный диаметр?
Александр, конечно, можно. Вы только что читали статью «Расчет длины развертки», где приведена формула для прямоугольного сечения. Квадрат — это тоже прямоугольник!
Доброе время суток. А как насчет материала 316 (нерж).
Так как формула расчета взята из классического сопромата, то применима для любых материалов, обладающих упругостью и пластичностью.
Перечитайте третий абзац статьи.
Большое Вам спасибо за безвозмездную помощь.
Гнем трубу буквой П. Исходные данные:
Внешний диаметр — 45мм
Внутренний диаметр — 42,6мм (стенка трубы 1,2мм)
Длина первого прямого участка — 375,5мм
Осевой радиус — 70мм
Длина второго прямого участка — 175мм
Осевой радиус — 70мм
Длина третьего прямого участка — 375,5мм
По Вашим расчетам получаем длину разверки — 1203,3мм
Если считать развертку по длине осевой линии: 375,5мм х 2шт + 175мм + 109,95 (длина дуги=пирн/180) х 2шт = 1145,9мм
1203,3-1145,9 = 57,4мм — расхождение
По моим расчетам получаем длину развертки — 1134,9мм!
Не знаю откуда Вы взяли 1203,3?
Если считать по осевой линии — 1145,9.
Заготовку следует взять на 11,0 мм короче, чем получается по осевой линии.
Добрый день! Как рассчитать длину трубы, имея уже согнутую заготовку. Исходные данные:
Диаметр трубы — 32мм, толщина стенки 1,2мм, согнута в одной плоскости буквой П. Если рулеткой измерять периметр по наруже, получаем 1147мм(сумма трех сторон с радиусами).
Добрый день! Владимир, вспомните геометрию.
Не зная радиусов и линейных размеров ответить на Ваш вопрос нельзя.
В формуле используются какие либо коэффициенты привязаные к материалу? Нужно рассчитать длину медной трубы.
Если Вы внимательно посмотрите на входящие в формулу параметры, то увидите, что они все чисто геометрические. Нет и намека на характеристики материала.
Дело в том, что классический сопромат рассматривает (в основном) материалы, обладающие при растяжении зоной упругой деформации, площадкой текучести, участком пластической деформации приводящим к точке разрушения. Так вот схожими по виду (не по величинам нагрузок и деформаций) диаграммами растяжения обладают все, так называемые, пластичные материалы. К ним относятся многие металлы, а вот закаленные стали, стекло, бетон — нет. Так их никто и не гнет!
Эта формула — теоретически выведенная для материалов с идеальной площадкой текучести. Но как и идеального газа (помните физику?), так и идеального металла в природе нет. Но с очень близкими диаграммами растяжения — полно.
Если точность в 3. 5% Вас не устраивает, то можно найти массу таблиц разных исследователей, которые определяют длину разверток для различных материалов опытным путем.
Резюме: эта формула для всех пластичных металлов. Её можно найти во многих учебниках по сопромату.
На практике многие вообще считают развертки труб по средней линии. Полученные погрешности «съедаются» низкой точностью оборудования и еще десятком факторов.
Спасибо Вам! За изложенный материал, где все так доходчиво расписано.
Расчет точен только при сгибе на 90 градусов. Если угол выше 90, длина кривого участка в 1,5-2 больше реальной длины.
Андрей, приведите свой пример.
В примере, приведенном в статье, 2-ой кривой участок с углом 135 градусов считается верно!
Может подскажите какие формулы использовать для расчета длинны развертки не круглой, а квадратной или прямоугольной трубы.
Если нужны формулы для очень точного расчета с учетом смещения нейтрального слоя относительно центра тяжести сечения, то — не подскажу.
Если радиусы изгиба в
5 и более раз больше размера сечения и не требуется точность «до миллиметра», то — считайте по осевой линии (линии центров тяжести сечений).
Спасибо, вы мне помогли сохранить время!))
Александр, добрый день.
Спасибо огромное за ваши труды!
А не подскажите в каком учебнике можно посмотреть вывод формулы для расчёта радиусов нейтральных слоёв у труб?
Заранее спасибо за ответ!
В каком-то из учебников по сопромату. По-быстрому вспомнить и найти в каком именно — не получилось.
Добрый день, мне необходимо согнуть круглую трубу (диаметр 25, стенка 1мм) в форму прямоугольника 50*40 см. Как произвести расчет?
Как посчитать? Так, как написано выше в статье.
Только для такой тонкостенной трубы необходимо задать достаточно большой радиус изгиба, иначе сечение при изгибе деформируется. В итоге такой небольшой прямоугольник Вам получить будет трудно. В углах будут слишком большие радиусы.
Решения — горячая штамповка, гибка с дорном, гибка с набивкой сечения песком, вварка в углы горячештампованных крутых отводов.
Последний вариант — самый простой и дешевый.
(Минимальные радиусы холодной гибки труб из различных металлов смотрите в справочниках.)
Задайте угрл 359 градусов, должно получить длина первого участка приблизительно в 2 раза больше радиуса, но не как в 5 раз больше радиуса
Смеющийся Архимед по ночам не снится? 🙂
Чисто практические решения повседневных (спонтанно появляющихся) задач. Но — проработанные, и не на глазок.
Вопрос смежный с темой этой странички: Расчёт роликов для гибки трубы с учётом свойств материала и диапазонов деформации (На грани смятия маленькие) (большие, практически без остаточной упругой деформации).
Материалы: от мельхиора и меди, до нержавейки и жаропрочной стали.
На данный момент подгонка осуществляется корректирующим точением заведомо большего огибаемого ролика (долго зачастую).
Борис, спасибо за высокую оценку материалов сайта.
Но в чем вопрос? Не очень понятно без схемы.
Собственно схема не нужна.
Диаметр обкатываемого ролика отличается от искомого на величину упругой деформации (чаще речь идёт о гибке на 180 градусов). Причём просто подгонка межосевого расстояния не всегда возможна, поскольку гнутые элементы «вложены» друг в друга и зазор между трубами лимитирован по всей длине, в том числе и в радиусной части.
Приходится ловить радиус гибки с точностью до десяток.
Применение «в лоб» коэффициента упругости из свойств материала не помогает. И коэффициент соотношения радиуса гибки к радиусу ролика плавает в зависимости от крутизны гиба.
Собственно пока писал — осознал, что вывести зависимость поможет только собственная статистика.
Но — вдруг! Может толкнёте к чему?
Большое СПАСИБО за программу расчетов длины развертки. Пользоваться ей очень легко, очень круто и мне хватало 5 прямых участков, но когда мне нужно стало иметь в программе 8 и больше прямых участков. я быстренько и простенько продолжил Ваши формулы и все готово! Большущее СПАСИБО ВАМ ЗА ВАШ ТРУД. ЖЕЛАЮ ЗДОРОВЬЯ, СЧАСТЬЯ, ВСЕХ БЛАГ. С НАСТУПАЮЩИМ НОВЫМ 2022 ГОДОМ ВАС.
Как производится расчет гибки металла
Гибка металла — один из ключевых способов металлообработки. Технологический процесс позволяет из плоской прямолинейной заготовки получить изделие изогнутой формы. Один из видов гибки металла — радиусная. Он подразумевает использование листогибочных прессов, которые способны придать листу или трубе нужный угол. Гибка позволяет избежать штамповки и сварки, получать изделия необходимой формы за меньшую стоимость.

Рисунок 1 — Гибка по радиусу
Востребованность технологии «гибка металла по радиусу»
Методом гибки металла под углами и разными радиусами получают:
Рисунок 2 — Радиусная гибка швеллера
С необходимостью радиусной гибки металла часто сталкиваются в быту, при строительстве и ремонте. Например, когда требуется согнуть профильную трубу под определенным углом без лишних деформаций и изломов. Сделать это самостоятельно вряд ли получится. Качественно выполнить работу можно только с помощью профессионального станка. Задача машин — совершение пластической деформации без порчи металла. Технология позволяет учитывать характеристики заготовки и производить продукцию с разными техническими данными.
Как подготовить листовой металл к гибке по радиусу
Прежде чем использовать станки для радиусной гибки листового металла, важно правильно подготовиться к процессу:
Важный этап — подбор материала и проверка его на пригодность. Когда параметры гибки определены, нужно понять, подойдут ли для работы существующие заготовки. Для этого необходимо:
Результаты подобного исследования могут быть различными. Проверив все, специалисты выносят соответствующие решения:
Важно: перед гибкой нужно определить наименьший угол, минимальный радиус, угол пружинения выбранного листа металла.
Пример расчета радиуса профильной трубы
При гибке металла могут возникать деформации, которые приводят к искривлению соосности и появлению разрывов в структуре металла. Чтобы избежать потери свойств материала, специалисты производят расчет гибки металла.
ВАЖНО: При гибке металла учитывается предельное соотношение толщины материала, длина профиля и радиуса изгиба заготовки. Если выйти за предельные значения в соотношении этих параметров, происходит потеря механических свойств.
Предельное значение удлинения металла при холодном изгибе металла без потери свойств на основе эмпирических данных составляет всего 7%.
Как осуществляется гибка листового металла по радиусу
Гибочные операции — главные способы обработки листового металла. Сначала листы подготавливаются в гибочных станках на заготовительных участках. Часто заготовки разрезаются на штрипсы — полосы определенной ширины, которые затем деформируются согласно плану.
Рисунок 3 — Гибка листового проката
При выполнении радиусной гибки листового металла следует учитывать ряд особенностей:
Особые сложности возникают при работе с заготовками малого размера. Важно помнить следующее:
Радиус упругого изгиба труб ПНД
Нередко при монтаже инженерных систем необходимо прокладывать некоторые участки под определённым друг к другу углом. Поскольку ПНД труба гибкая, при помощи специального оборудования и приспособлений ей можно придать требуемую форму. Многие считают, что выполнение подобной работы под силу исключительно профессионалам. Аргументируют они это тем, что только настоящий специалист, зная радиус трубы, сможет правильно сформировать требуемый радиус изгиба.
Сгибать трубы ПНД можно разными способами, но каждый метод требует точного расчета
Способы изгиба
ПНД изделия входят в категорию термопластичных материалов. Это предоставляет возможность выполнять их нагрев до вязкотекучего или высокоэластичного состояния, а в процессе охлаждения получать требуемую конфигурацию с сохранением структуры материала. Сформировать изгиб можно при помощи:
Рассмотрим некоторые особенности, присущие наиболее распространённым способам.
Гнутьё с использованием формовочной машины. Этот метод используется, преимущественно, в промышленных масштабах. Впрочем, такой аппарат нередко используют и домашние мастера.
Выполнение определённых радиусов гибки труб осуществляется путём:
При работе на формовочных машинах соблюдается такая последовательность действий:
Во время гибки на формовочных машинах нужно контролировать значение следующего параметра:
где S – поперечное сечение изделия; Dн. – наружный диаметр.
В цифрах это должно выглядеть так:
Для определения длины заготовки используется такая формула:
В промышленности для сгибания труб применяют специальную формовочную машину, действующую по типу пресса
Здесь: – угол изгиба, выраженный в градусах; π — известная трансцендентная константа (пи); r – радиус изгиба по продольной оси; l – длина прямого участка, необходимого для соединения элементов трубопровода методом холодной сварки. Значение этого параметра вычисляется так:
Единица измерения – миллиметры.
Снятие с шаблона готового изделия должно завершаться уменьшением радиуса изгиба трубы ПНД в 1,2 раза. Это требование обусловлено наличием у материала упругой деформации. Если используется другой способ соединения, длина прямолинейного участка должна составлять
L=4Dн.
При этом условии, если трубу необходимо изогнуть на стандартные углы 90˚, 60˚, 45˚,30˚ длину заготовки следует выбирать из ниже представленной таблицы.
Как выполняется гибка труб по радиусу
Понятие радиуса существует не только при гибке листового металла, но и при деформации труб. Использование специального оборудования позволяет сократить количество сварных швов и повысить качество монтажа.
Технология сгибания стальных труб позволяет полностью или частично деформировать заготовки. По внутреннему радиусу полый профиль испытывает сжимающую силу, а по внешнему — растягивающую. Процесс имеет свои особенности:
Чтобы согнуть трубу по радиусу, можно использовать два основных метода:
Холодная гибка применяется для труб малого диаметра. Она подразумевает обязательное выяснение минимального радиуса сгибания.
Предварительный разогрев используется для повышения пластичности металла и снижения риска появления дефектов. Чаще всего данный способ применяется для труб крупного диаметра. На осуществление работ с предварительным разогревом нужно больше времени и трудозатрат.
Оба метода предполагают знание технологических процессов. Только при соблюдении соответствующих норм и стандартов можно осуществить радиусную гибку без образования трещин или складок на стенках.
Рисунок 4 — Радиусная гибка труб
Радиус гиба труб: размеры, материалы и особенности
Труба является просто незаменимым изобретением человека. Без нее не обходится ни одна техника, строительство и комфортное проживание. Трубы несут в наш дом воду и газ, отводя при этом все ненужные стоки. На производстве они также являются неотъемлемыми элементами для полноценного функционирования. Но при применении труб не всегда обходятся простым прямым прокладыванием.
Они имеют изгибы и повороты. Все это делается для того, чтобы максимально комфортно расположить их для потребителя, и создать коммуникации со всеми удобствами. Для сгибания труб применяют специальные приспособления, и делать это можно даже вручную. Применяемый метод зависит от материала и диаметра. Рассмотрим, какой же бывает радиус гиба труб, и все особенности этого процесса.
Стандарты и приспособления
Естественно, для каждой трубы применяют свои стандартные углы. Этот показатель, как уже говорилось, зависит от материала и диаметра. Чаще всего встречаются изделия с поворотами и гибкой при строительстве домов. Для этого применяют специальные приспособления – трубогибы. Рассмотрим самые часто применяемые. Итак, трубогибы бывают:
Гидравлические трубогибы
Эти устройства также применяются для сгибания труб небольшого диаметра. Здесь приложение небольшой силы компенсируется за счет специального гидроцилиндра. Использование этого приспособления заключается в определении места сгиба и дальнейшем проведении этой процедуры, предварительно вставив один край в приспособление. Далее при помощи рычага просто нужно выполнять поступательные движения. Здесь также обязательно нужно учитывать минимальный радиус гиба трубы.
Плоскопараллельные пластины
Очень часто трубы нужно выгнуть «прямо сейчас», а трубогиба под рукой, как назло, нет. В этом случае используются плоскопараллельные пластины. Они представляют собой обычные заготовки из металлических листов, которые вырезаны с таким радиусом, который нам нужен при гибке.
Техника экстремального гиба трубы
Принцип работы этого приспособления заключается в следующих этапах:
Этот метод гибки довольно примитивный, но надежный. Единственным недостатком плоскопараллельных пластин является небольшая длина труб, которые будут гнуться.
Стальная пружина
Стальную пружину используют при гибке трубопроводных элементов, которые изготовлены из мягких и очень податливых металлов. Они при сгибании могут лопнуть или создать переход внутреннего диаметра к меньшему значению, что значительно снижает пропускную способность.
Принцип работы очень прост: вовнутрь вводится пружина и она гнется. Этим способом достигается максимальный и минимальный радиус гиба металлопластиковых труб, медных и латунных изделий.
Методы гибки труб без приспособлений
Очень часто бывают случаи, когда трубу нужно согнуть именно сейчас и не позже. К сожалению, не в каждом доме найдется трубогиб, и приходится самостоятельно что-то выдумывать.
Радиусы гибки листового металла
При деформировании заготовок важно знать минимальные радиусы гибки листового металла. Для каждого элемента или сплава эти показатели разные. Если их не учитывать, заготовку легко испортить.
Кроме материала, на радиус гибки влияют:
Минимальный радиус гибки листового металла
Для примера рассмотрим минимальные радиусы гибки металла в таблице.
| Материал | Отожженные | Наклепанные | ||
| Линия сгиба | ||||
| Поперек волокон | Вдоль волокон | Поперек волокон | Вдоль волокон | |
| Алюминий | 0,2 | 0,3 | 0,8 | |
| Медь | 0,2 | 1 | 2 | |
| Латунь Л68 | 0,2 | 0,4 | 0,8 | |
| Мягкий дюралюминий | 1 | 1,5 | 1,5 | 2,5 |
| Твердый дюралюминий | 2 | 3 | 3 | 4 |
| Сталь 05–08 | 0,2 | 0,2 | 0,5 | |
| Сталь 8–10, Ст1 и Ст2 | 0,4 | 0,4 | 0,8 | |
| Сталь 15–20, Ст3 | 0,1 | 0,5 | 0,5 | 1 |
| Сталь 25–30, Ст4 | 0,2 | 0,6 | 0,6 | 1,2 |
| Сталь 35–40, Ст5 | 0,3 | 0,8 | 0,8 | 1,5 |
| Сталь 45–50, Ст6 | 0,5 | 1 | 1 | 1,7 |
| Нержавеющая сталь Х18Н9Т | 1 | 2 | 3 | 4 |
Максимальный радиус гибки листового металла
Понятия максимального радиуса гибки нет. Если специалист точно знает, какой минимальный радиус гибки листового металла, значит, любые более крупные варианты подходят.
Расчет радиуса гибки листового металла
Из выше написанного следует, что расчет радиуса гибки листового металла, основывается на его параметрах. В учет берется материал изготовления, толщина изделия, способ изготовления заготовки, а также пожелания заказчика. Последние напрямую зависят от того, какое изделие необходимо получить.
Зависимость критерия тонкостенности к расчету гибки металла
Специалисты обязательно используют правки для заготовок, у которых параметр тонкостенности находится в пределах 0,03 T
R ≥ 9,25 × ((0,2 – KT) × 0,5
Если правильно произвести расчет гибки металла, заготовке можно будет придать частичную или полную форму с изогнуто-плавными элементами. При этом будет отсутствовать зависимость от сечения профиля.