Дихлорметановая баня. Обработка PLA.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Статья относится к принтерам:
Обработка дихлорметаном деталей из PLA в ДХМ бане.
Здравствуйте, дорогие друзья.
В этом видео я покажу вам обработку дихлорметаном (далее дхм) детали из PLA пластика в дихлорметановой бане объёмом 3 литра.
Предварительно прогреваем баню около 10 минут, если помещение холодное, то 30-40 мин. Для чего это нужно? Это нужно для того, чтобы испаритель прогрелся до рабочей температуры 40-50 гр. С, и чтобы прогрелись подшипники вентиляторного блока и скорость вращения вентилятора вышла на свои номинальные параметры. Для малых бань до 7литров скорость должна быть около 2500 RPM, для больших бань до 22 литров 3200-3500 RPM.
Можно этого и не делать, но тогда увеличится время обработки, будет сложнее подобрать количество заправляемого реагента, в связи с этим его придётся заправлять больше, что может привести к расплавлению объекта обработки. Если вам нужно провести несколько циклов обработки, то будет сложнее достичь стабильности результатов. Да и опыт легче приобрести, когда часть параметров постоянна.
Пока прогревается баня, мы займёмся подготовкой детали. Во время печати на подбородке бюста Путина применялась поддержка, после снятия которой пришлось применить механическую обработку. Эту шероховатость надо обязательно загладить. Если этого не сделать, то в этом месте могут появиться мелкие пузырьки. По аналогии с ABS-пластиком незаглаженное место после обработки ацетоном получалось слегка шероховатое на ощупь и не очень глянцевое визуально, работая же с PLA, я столкнулся с проблемой появления мелких пузырьков, правда они появлялись не всегда, и я не исключаю, что это может зависеть ещё и от хим. состава пластика. После заглаживания пузырьки ни разу не появлялись.
В шприце у меня дхм, берём х/б салфетку, смачиваем и протираем место, где проводилась механическая обработка.
Устанавливаем бюст на подложку, выключаем баню, отмеряем необходимое количество дхм. Для удобства дозировки я использую баночку с крышкой, но стандартное уплотнение крышки не выдержало агрессии дихлорметана, и мне пришлось напечатать прокладку из пластика RUBBER. Да, забыл сказать, что детали самой бани, которые контактируют с агрессивной средой, выполнены тоже из этого пластика.
Для обработки этой детали в 3-хлитровой бане хватит 25-27 мл. (для сравнения, если бы бюст был из ABS, то хватило бы 7-8 мл. ацетона). Заливаем дхм в испаритель, так как испаритель тёплый дхм начинает интенсивно испаряться, поэтому быстро закрываем крышку и включаем баню.
Визуально деталь готова, испаритель пустой, можно открывать крышку. Задерживаем дыхание, открываем крышку и, не выключая баню, оставляем её на 15 минут. За 15 минут проветрится и баня, и помещение, если конечно у вас есть вытяжка. Если вытяжки нет, откройте крышку в помещении, которое хорошо проветривается естественным путём, и покиньте помещение на 30 – 60 мин.
Через 15 минут выключаем баню (а кто-то выключает через 60 минут) и берём готовую деталь.
В следующем видео я покажу как дихлорметан «заживляет» трещины на детали, напечатанной пластиком HIPS.
Спасибо за просмотр, ставьте лайки/дизлайки, пишите комментарии и подписывайтесь на мой канал.
Баня с хлористым метиленом
Please Login to Comment

PS дополнение спустя 2 года. Не забывайте проветривать помещение при работе с легколетучими растворителями 🙂
![]()
Пользоваться можно всем, но нужно делать это осторожнее, а то читатели сейчас хором побегут дихлорметан нюхать
То, что Вы прочитали википедию, конечно хорошо. Но вот вам вопрос для размышления. Сколько миллиграмм в килограмме? А каков ПДК у Дихлорметана? И Каков объем, скажем стандартной команты 3х5 метров с высотой потолка 2,75м?
Подсказка, ПДК по ДХМ есть в той же википедии.
![]()
Помимо википедии есть и другие источники, и люди на которых открытая бутылка дихлорметана производит впечатление, когда ведро ацетона просто пованивает тоже встречались. Предупредить читателей, все что нужно когда советуете. куча людей печатает дома, рядом с детьми, животными, а раз не воняет то тем более можно. Такова логика. Не всех, но и на этом портале бродят новички энтузиасты
Вы, видимо все же, с дихлорэтаном перепутали, который токсичен. Дихлорметан даже в смывке для лака на ногтях используют.
![]()
Странно иномарочники начали краски на его основе запрещать. Дихлорметан летучее и по этому будучи менее вредным как таковой, куда лучше распространяется.
У вас на сайте у самих ДХМ баня упоминается: http://3dprosto.net/blogs/novosti/banya
«Самым простым способом выравнивания является погружение готовых изделий в ванну, наполненную растворителем, д-лимоненом либо дихлорметаном для PLA пластика, или ацетоном (или опять же дихлорметаном ) для ABS пластика. Однако это наиболее грубые способ, кроме того при обработке ABS пластика жидким ацетоном на нем появляются характерный белый налет.»
Не понимаю, что именно в моем посте вас шокировало тогда?
Так для этого и есть ПДК, которые даже при полном испарении килограмма ДХМ в закрытой комнате не будут достигнуты. Чего конечно я не рекомендую, ясное дело с любой химией нужно иметь дело в проветриваемых помещениях. К тому же посмотрите на дату поста. В то время вообще о любом вреде ДХМ никто не писал нигде. У меня расход этой штуки и литра в год нет. Так что я не думаю что кто-то в нем купаться будет.
![]()
Главное «минздрав предупреждает». О чем надо говорить. У вас в рекомендации «лучше ацетона, не пахнет» звучит как безопаснее и почти полезно.
И кстати где написано, что это мой сайт?
Так вы же на брелке написали адрес 🙂 Явно как-то связаны с этим сайтом, ну либо он очень сильно нравится )
PLA от FDplast проба Дихлорметаном.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Статья относится к принтерам:

Печатал PLA пластиком FDPlast.
После очистки от поддержек и обработкой шкуркой, был получен вот такой результат:

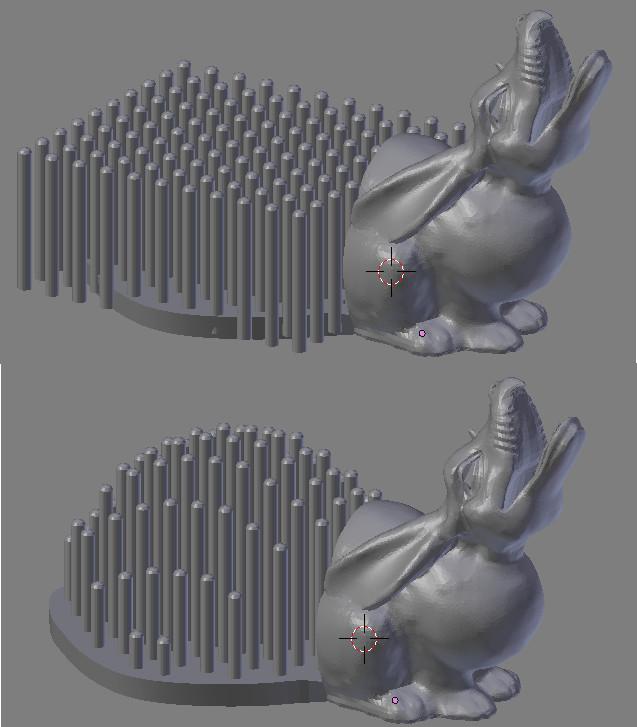
Решил я его немного сгладить.
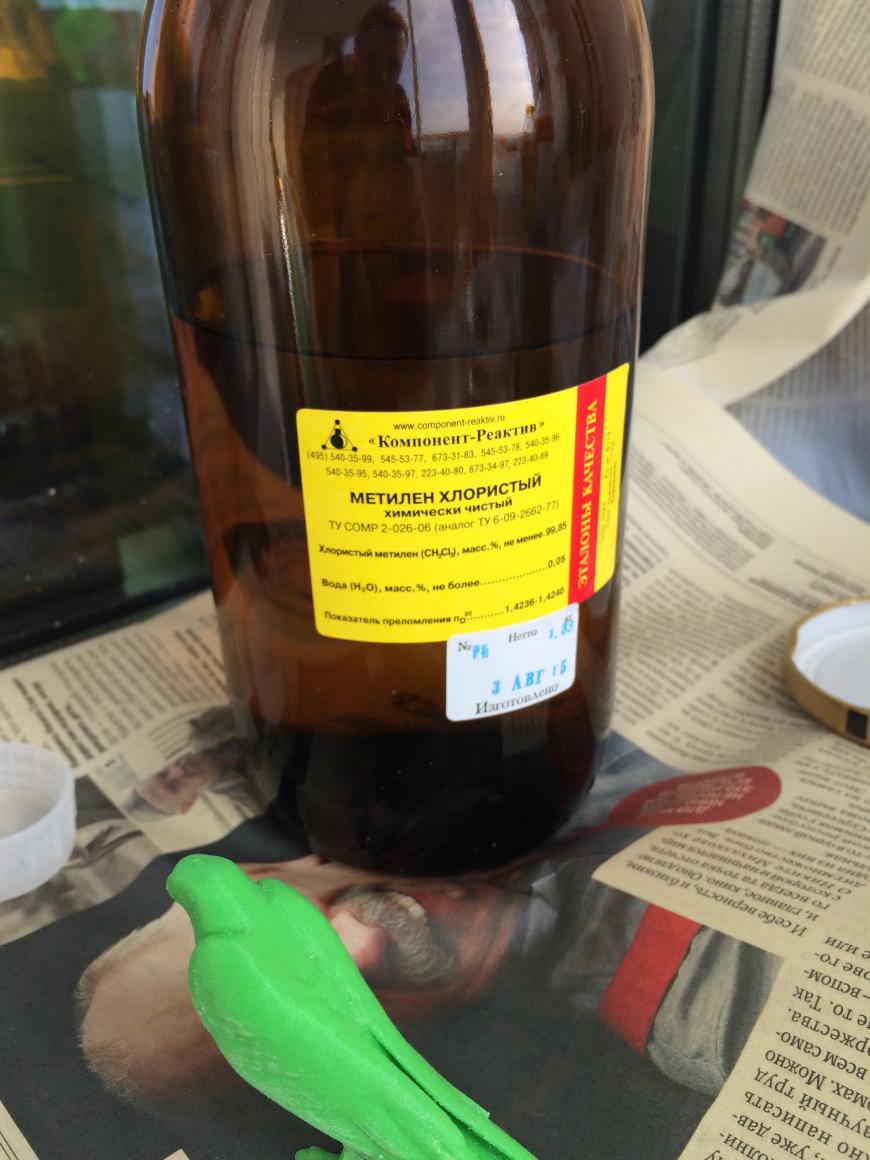

Засунул туда попугайчика, закрыл плотно крышкой и потряс секунд 10.
Перчаток у меня не было, по этому использовал полиэтиленовый пакет. Видимо 10 секунд многовато, но не критично. Когда достал модельку, на пакете остался размазанный pla:

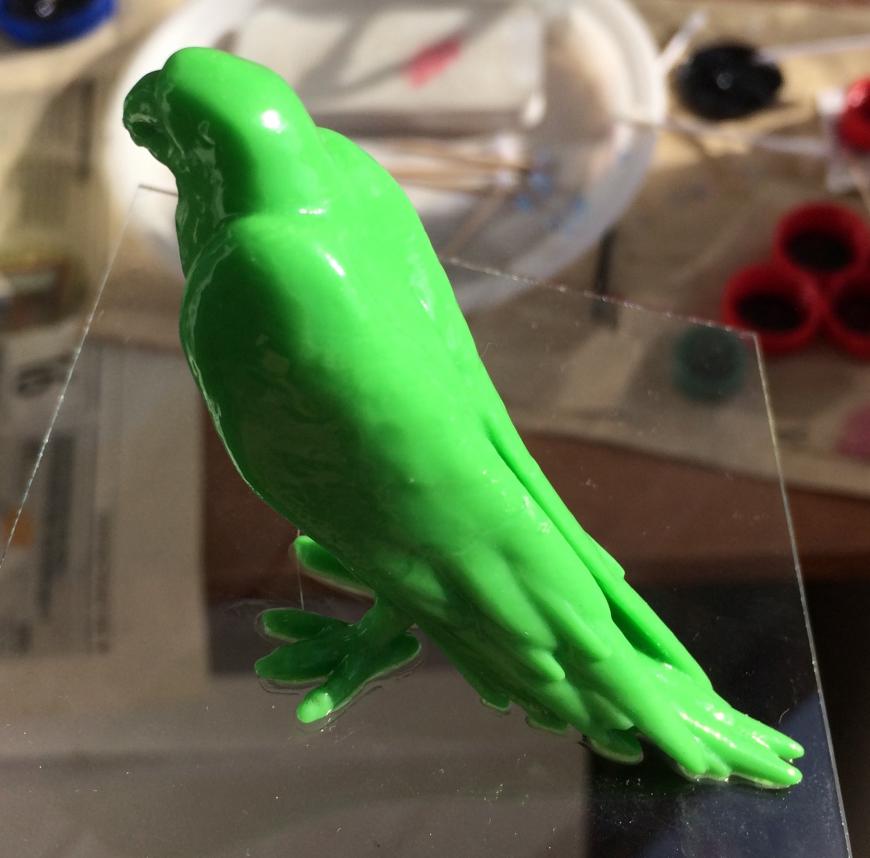


На фото не очень заметно, но череп менее глянцевый и в углублениях не много сохранился налет, хотя он уже пару месяцев живет в кармане с ключами. Череп напечатан из безымянного китайского пла пластика и обработан этим же дихлорметаном.
Надеюсь ком-нибудь эта информация будет полезна. Всем удачи!
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Ацетоновая баня своими руками
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Статья относится к принтерам:
Наконец-то появилось немного времени и смог реализовать в жизнь давнюю идею, создание ацетоновой бани. Так как печатаю только из АБС, для дальнейшего развития мне данный девайс был необходим. Понимаю, что баня получилась не идеальная и не шибко красивая, ну и естественно местами кривоватая. Так как руководствовался тремя вещами: старался использовать то что было в наличии из материалов, чтобы процесс был менее трудоемкий и делаю не для продажи 🙂
Итак, что я использовал:
Собрал корпус на уголках и одну стенку на деревянных бобышках. Приколотил к нему будущее дно камеры.

 Запаял отверстия в корпусе от жесткого диска (HDD), приклеил на дно силиконовый нагреватель. В получившуюся емкость для ацетона вкрутил 3 винта, запаяв головки винтов опять таки лучшим герметиком под названием припой. Ну и соответственно прикрутил эту ванну к дну камеры, предварительно сделав отверстия под винты и провод. Приклеил уплотнитель по контуру.
Запаял отверстия в корпусе от жесткого диска (HDD), приклеил на дно силиконовый нагреватель. В получившуюся емкость для ацетона вкрутил 3 винта, запаяв головки винтов опять таки лучшим герметиком под названием припой. Ну и соответственно прикрутил эту ванну к дну камеры, предварительно сделав отверстия под винты и провод. Приклеил уплотнитель по контуру.

 Обрезав очень аккуратно и нежно корпус кулера для лучшего обдува так же прикрепил его ко дну камеры, через замечательный силиконовый крепеж который шел в комплекте. Направление потока воздуха направил вниз, отбиваясь от дна камеры поток должен распространятся в стороны и вверх.
Обрезав очень аккуратно и нежно корпус кулера для лучшего обдува так же прикрепил его ко дну камеры, через замечательный силиконовый крепеж который шел в комплекте. Направление потока воздуха направил вниз, отбиваясь от дна камеры поток должен распространятся в стороны и вверх.

 Вставил датчик температуры который шел в комплекте с терморегулятором, просверлив сквозное отверстие в ванной и дне камеры. Запаял припоем для герметизации верх датчика.
Вставил датчик температуры который шел в комплекте с терморегулятором, просверлив сквозное отверстие в ванной и дне камеры. Запаял припоем для герметизации верх датчика.

 Так как в продаже гвоздевые пластины были максимум 300*125 пришлось купить 2 штуки и скрепить между собой клепками, обрезав по одному краю для получения квадрата 245 мм.. Просверлив отверстия в дне и пластинах прикрутил эту кривоватую, но милую конструкцию ко дну камеры.
Так как в продаже гвоздевые пластины были максимум 300*125 пришлось купить 2 штуки и скрепить между собой клепками, обрезав по одному краю для получения квадрата 245 мм.. Просверлив отверстия в дне и пластинах прикрутил эту кривоватую, но милую конструкцию ко дну камеры.
 Сделав вырезы в корпусе, вставил в них переключатель и разъем питания.
Сделав вырезы в корпусе, вставил в них переключатель и разъем питания.

Все элементы с отверстиями промазал изнутри герметиком.
 Изнутри корпуса прикрутил БП компьютера и терморегулятор настроенный на 53 градуса с дельтой 2 градуса. Поленился выносить на наружную стенку терморегулятор, объясним самому себе, что он не требует в дальнейшем настройки, лень победила. Прикрутил ножки. Скоммутировал провода и произвел первый запуск на предмет короткого замыкания 🙂
Изнутри корпуса прикрутил БП компьютера и терморегулятор настроенный на 53 градуса с дельтой 2 градуса. Поленился выносить на наружную стенку терморегулятор, объясним самому себе, что он не требует в дальнейшем настройки, лень победила. Прикрутил ножки. Скоммутировал провода и произвел первый запуск на предмет короткого замыкания 🙂
Для первого теста использовал. бабу, которая пылилась рядом с монитором и прямо требовала направленными в мою сторону сосками процедуру по омоложению кожи.
Не спеша налив ацетончика запер эту сударыню с 1 группой инвалидности в камеру. Выставил таймер в телефоне на 1 час, включил баню и понеслось.

 Мысли в слух по итогу
Мысли в слух по итогу
Результатом не очень доволен, хотя конечно это две совершенно разные детали, до и после. Когда строил баню, то волновался за два момента, распределение потока и герметизацию. И оба эти момента сработали. Герметизация оказалась плохая, нужно искать другой способ. Уплотнительных резинок валом всяких разных, но проблема в 90 градусных углах аквариума, буду искать решение. Как видно на итоговой детали верх обработан достаточно отлично, а вот низ не очень, так как поток воздуха был сверху вниз и кое какие выпирающие детали модели мешали потоку. Значит придется под гвоздевой пластиной с небольщим зазором ставить лист металла по ширине пластины, о чем я изначально думал, но естественно поленился. От меня и новой бабы всем спасибо и до скорых встреч! Тем кто не поленится и будет делать что-то подобное, могу посоветовать сделать ванну для ацетона на всю площадь камеры. Тогда при должной герметизации, ацетон будет стекать в эту ванну обратно, а не как у меня испарятся.
Дихлорметановая баня. Обработка PLA.
Обработка дихлорметаном деталей из PLA в ДХМ бане.
Здравствуйте, дорогие друзья.
В этом видео я покажу вам обработку дихлорметаном (далее дхм) детали из PLA пластика в дихлорметановой бане объёмом 3 литра.
Предварительно прогреваем баню около 10 минут, если помещение холодное, то 30-40 мин. Для чего это нужно? Это нужно для того, чтобы испаритель прогрелся до рабочей температуры 40-50 гр. С, и чтобы прогрелись подшипники вентиляторного блока и скорость вращения вентилятора вышла на свои номинальные параметры. Для малых бань до 7литров скорость должна быть около 2500 RPM, для больших бань до 22 литров 3200-3500 RPM.
Можно этого и не делать, но тогда увеличится время обработки, будет сложнее подобрать количество заправляемого реагента, в связи с этим его придётся заправлять больше, что может привести к расплавлению объекта обработки. Если вам нужно провести несколько циклов обработки, то будет сложнее достичь стабильности результатов. Да и опыт легче приобрести, когда часть параметров постоянна.
Что-то я отвлёкся.
Пока прогревается баня, мы займёмся подготовкой детали. Во время печати на подбородке бюста Путина применялась поддержка, после снятия которой пришлось применить механическую обработку. Эту шероховатость надо обязательно загладить. Если этого не сделать, то в этом месте могут появиться мелкие пузырьки. По аналогии с ABS-пластиком незаглаженное место после обработки ацетоном получалось слегка шероховатое на ощупь и не очень глянцевое визуально, работая же с PLA, я столкнулся с проблемой появления мелких пузырьков, правда они появлялись не всегда, и я не исключаю, что это может зависеть ещё и от хим. состава пластика. После заглаживания пузырьки ни разу не появлялись.
В шприце у меня дхм, берём х/б салфетку, смачиваем и протираем место, где проводилась механическая обработка.
Устанавливаем бюст на подложку, выключаем баню, отмеряем необходимое количество дхм. Для удобства дозировки я использую баночку с крышкой, но стандартное уплотнение крышки не выдержало агрессии дихлорметана, и мне пришлось напечатать прокладку из пластика RUBBER. Да, забыл сказать, что детали самой бани, которые контактируют с агрессивной средой, выполнены тоже из этого пластика.
Для обработки этой детали в 3-хлитровой бане хватит 25-27 мл. (для сравнения, если бы бюст был из ABS, то хватило бы 7-8 мл. ацетона). Заливаем дхм в испаритель, так как испаритель тёплый дхм начинает интенсивно испаряться, поэтому быстро закрываем крышку и включаем баню.
Прошло 20 минут.
Визуально деталь готова, испаритель пустой, можно открывать крышку. Задерживаем дыхание, открываем крышку и, не выключая баню, оставляем её на 15 минут. За 15 минут проветрится и баня, и помещение, если конечно у вас есть вытяжка. Если вытяжки нет, откройте крышку в помещении, которое хорошо проветривается естественным путём, и покиньте помещение на 30 – 60 мин.
Через 15 минут выключаем баню (а кто-то выключает через 60 минут) и берём готовую деталь.
В следующем видео я покажу как дихлорметан «заживляет» трещины на детали, напечатанной пластиком HIPS.
Спасибо за просмотр, ставьте лайки/дизлайки, пишите комментарии и подписывайтесь на мой канал.
До новых встреч, друзья, с вами был Роман.
Подробнее.