
Арболит в большинстве источников описывается, как материал, обладающий чудесными свойствами. Рекламные статьи превозносят арболитовые блоки, недостатки материала скромно умалчиваются. Но чудес не бывает, недостатки тоже есть. Чтобы по максимуму использовать положительные качества и нивелировать отрицательные, стоит хорошенько разобраться со свойствами арболита, его характеристиками и особенностями применения.
Состав и производство арболиттовых блоков
Начнем наш материал именно с состава и процесса производства. Все дело в том, что от качества выполнения определенных процессов зависит наличие или отсутствие определенных недостатков материала. А это является очень важным. Арболит позиционируется, как одна из разновидностей крупноячеистых легких бетонов. В качестве наполнителя в нем используется древесная щепа. Щепа связывается в монолитную структуру цементным тестом.
Материал используется в строительстве в нескольких видах:
Кладочные блоки нашли наиболее широкое применение и под понятием «арболит» понимаются, прежде всего, они. Самым распространенным размером арболитовых блоков является 500×300×200 мм. Но в последние время производители стали расширять свои производственные линейки и предлагают арболит в других типоразмерах.
Технология изготовления блоков относительно проста, но как и везде, имеются свои тонкости. Качество будущих изделий зависит от соблюдения нескольких важных производственных моментов. Если производитель использует в наименовании своей продукции термин «арболит», он должен соблюдать требования нормативной документации на такие изделия, это:
Состав арболитовых блоков
Для изготовления арболитовых блоков используется:

#1. Древесная щепа. Итоговая прочность сильно зависит от калибра щепы. Чтобы на выходе был именно арболит, свойства которого строго нормированы, для производства должна использоваться именно щепа. Ее размеры регламентированы. ГОСТ рекомендует максимальный размер частиц 40×10×5 мм (длина/ширина/толщина).
Наилучшие показатели у блоков с размерами щепы из интервалов:
Опилки, стружки, тырса, костра, солома и все остальное, что пытаются смешивать с цементом для производства арболита, для его изготовления не подходит. Только чистая щепа без коры, листьев, грунта и прочих нежелательных примесей. Считается, что добавление до 10 % коры или 5 % листвы не оказывает серьезного влияния на характеристики арболита. Но лучше когда эти примеси отсутствуют.
Зачастую производства арболитовых блоков, организованы при лесопилках и других деревоперерабатывающих предприятиях. Для них арболит не является профильным направлением. В результате недобросовестные производители, для увеличения рентабельности производства, кроме самой щепы добавляют то, что имеется. Отсюда непредсказуемое качество продукции.
На специализированных предприятиях устанавливают производительные валковые дробилки, откалиброванные под нужный размер щепы.
Для конечного потребителя не имеет большого значения сорт древесины, из которой производится сырье, но технологи должны это учитывать для правильной дозировки минерализаторов и выбора степени уплотнения. Так, щепа лиственницы требует двойного количества добавок относительно других хвойных пород. Чаще других на производство щепы идут сосна, ель, реже лиственные породы.
#2. Химические добавки. Древесный наполнитель содержит сахара, которые препятствуют качественной адгезии цементного теста с поверхностью частичек дерева.
Для решения этой проблемы применяются 2 основные стратегии:
Наилучшие результаты достигаются при комплексном подходе к решению задачи. Снижение содержания сахаров и минерализация сырья позволяет решить и другие важные задачи:
Для решения всех этих задач, при производстве арболита могут использоваться следующие компоненты: хлорид кальция (ГОСТ 450–77), жидкое стекло (ГОСТ 13078–67), силикат-глыба (ГОСТ 13079–67), сернокислый глинозем (ГОСТ 5155–74), известь (ГОСТ 9179–77).
#3. Вода. Получать арболитовые блоки, характеристики которых соответствуют заданным, можно, следуя определенному порядку технологических операций. Вода с добавлением минерализаторов готовится заранее. Расход компонентов принимается в следующих соотношениях:
| Добавка | CaCl2 | Al2(SO4)3 | Al2(SO4)3+ Ca(OH)2 |
|---|---|---|---|
| Расход на 1м3 арболита, кг | 12 | 12 | 8+4 |
Щепа засыпается в смеситель принудительного действия. Обычные гравитационные бетономешалки не обеспечивают достаточной гомогенизации. Вода с растворенным минерализатором перемешивается и равномерно распределяется по поверхности щепы. Перемешивание происходит на протяжении 20 секунд. На следующей стадии происходит добавление цемента. Перемешивание с цементом длится 3 минуты.
#4. Цемент. Достаточная для применения в строительстве прочность материала достигается только при применении цемента с маркой не ниже 400. Цемент имеет свойство быстро терять марку при хранении. Даже на выходе с завода цемент часто не соответствует заявленным характеристикам. Поэтому лучше когда, арболитовые блоки, технические характеристики которых должны соответствовать требованиям, предъявляемым к конструкционным материалам, изготавливаются из 500-го цемента.
Формование блоков
Формование необходимо завершить в течении ближайших 15 минут после перемешивания. В зависимости от степени механизации последующих процессов различают следующие способы формования:
Механизация процессов позволяет получать более высокие по качеству и стабильные по параметрам арболитовые блоки. При этом размеры, геометрия и плотность сохраняются от изделия к изделию.
Выдерживание изделия в опалубке применяют при кустарном производстве, когда снятию опалубки сразу после формования препятствует слишком жидкая консистенция раствора. В общем случае формы снимают без выдержки.

Сырые блоки остаются на съемном днище-поддоне или прямо на полу цеха.
Арболитовые блоки, состав которых одинаков, могут получать различные характеристики в зависимости от способа и степени их уплотнения. Основной целью прессования смеси в форме не является повышение ее плотности. Главная задача – это создание равномерно распределенной по объему структуры из произвольно ориентированной, полностью укрытой цементным тестом, щепы.
Вибрация при уплотнении применяется очень дозировано. Чрезмерное вибрирование приводит к осаждению цементного теста на дне формы. Важно сохранять его равномерное распределение по объему с полным укрытием зерен наполнителя. Даже в арболите высокой плотности щепа не плавает в растворе цемента с водой. Цементное тесто работает, как клей, покрывающий зерна наполнителя. Меняется только концентрация щепы в объеме и толщина покрывающего ее цементного камня.
Уплотнение блоков производится на значения, достаточные для взаимной переориентации зерен наполнителя и увеличения площади их соприкосновения. Сжатия и деформации самой щепы не происходит. Это обеспечивает сохранение размеров блока после снятия уплотняющего усилия.
Необходимость точной дозировки всех компонентов и соблюдения технологии
Точность дозирования компонентов регламентируется ГОСТом. Допустимые отклонения не могут превышать нескольких процентов. В условиях недостатка воды не происходит гидратация всего объема цемента. Ее избыток нежелателен по нескольким причинам:
Концентрация минерализаторов щепы, идущей в арболит, важна для прочности и долговечности материала. Дозировки компонентов, приводимые в нормативах, рассчитаны на определенный калибр заполнителя и его влажность на уровне 25 %. Оптимальную дозировку подбирают опытным путем на основе испытаний готовых образцов.
Для протекания процесса гидратации важна температура раствора воды с минерализаторами. Она не должна быть меньше 15 °С. Для набора необходимой температуры в холодное время года воду подогревают или выдерживают в отапливаемом помещении. Возможен также химический нагрев воды при применении в качестве минерализатора CaCl2.
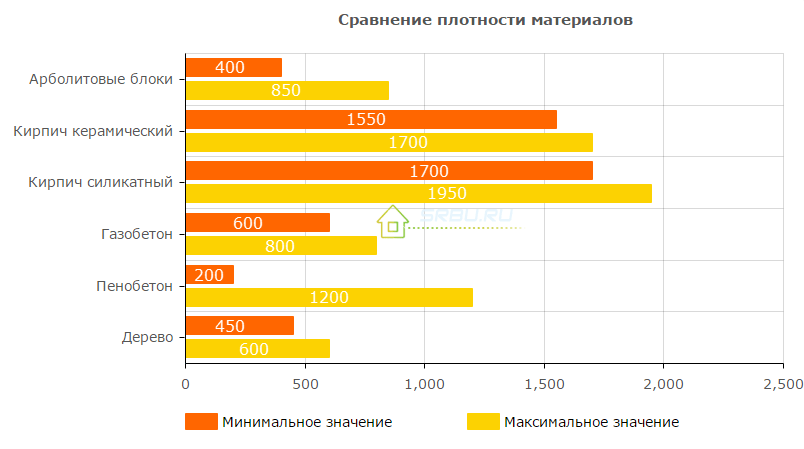
Плотность арболита
По назначению материал условно делят на 2 типа:
Определяющим фактором является плотность изделия. Считается, что блоки с плотностью до 500 кг/м 3 не подходят для использования в составе несущих конструкций. Но они могут применяться для теплоизоляции при возведении наружных стен в строениях, где нагрузка от кровли или перекрытий воспринимается колонами или другими элементами.
Типичными для конструкционных блоков являются значения плотности из интервала от 550 до 700 кг/м3. Но можно купить изделия и с плотностью до 850 кг/м3. Слишком высокие величины указывают на хорошую несущую способность элементов, но уступают более легким в теплоизоляционных качествах. Плотность материала замеряется при установившейся массе, когда блок прекращает терять влагу.
Стены из литого арболита могут иметь плотность порядка 300 кг/м3, но по несущей способности не уступают сложенным из камней с плотностью 550 кг/м3.
Прочность арболитовых блоков
Несущая способность блоков характеризуется их прочностью на сжатие. По результатам испытаний изделиям может присваиваться марка и класс по прочности на сжатие. В общем случае они связаны с плотностью материалов.
Как и в случае изделий из тяжелого бетона, марка является средней величиной по результатам испытаний партии образцов. Класс характеризует гарантированную прочность, 95 % образцов должны соответствовать по классности.
Для реальных испытаний с хорошей выборкой зависимость между маркой и классом через переводные коэффициенты не является корректной. В этом случае разрыв между маркой и классом может рассказать о культуре производства на предприятии. Чем меньше разрыв, тем выше организация производства. В отечественной практике изготовления арболитовых блоков это учитывается с помощью коэффициентов вариации. Для изделий 1-ой категории качества допускается значение 18 %, для высшей – 15 %.
В кирпичной кладке мелкий размер изделий делает понятие классности бессмысленным. При покупке крупных кладочных камней, каковыми и являются арболитовые блоки, стоит отдавать предпочтение изделиям с присвоенным классом.
Прочность арболита на сжатие типична для ячеистых бетонов. Важным отличием является прочность блоков на изгиб, которая составляет от 0,7 до 1,0 МПа. Модуль упругости элементов может доходить до 2300 МПа. Такие величины делают арболит особенным среди ячеистых бетонов. Если для пенобетона и газобетона велика вероятность трещинообразования, то для арболита такая проблема не стоит.
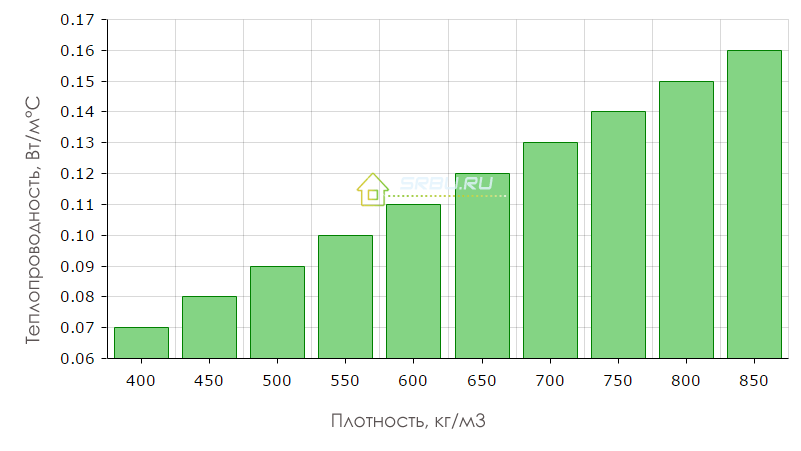
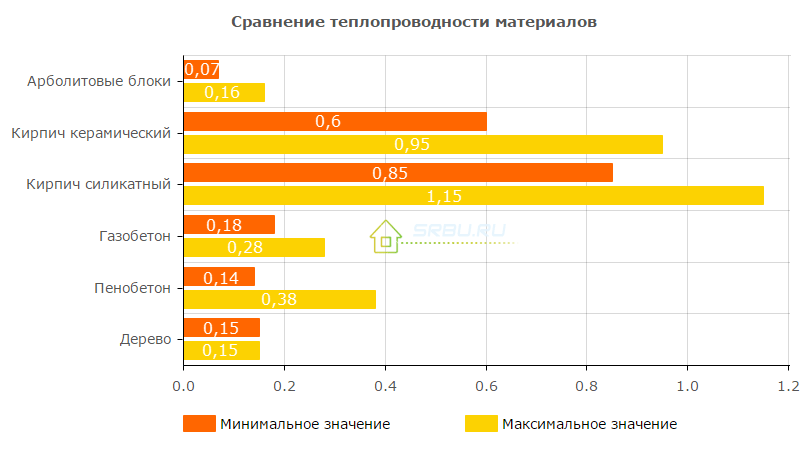
Теплопроводность арболита
Теплопроводность для арболита является одним из ключевых параметров.
Она растет с увеличением его плотности в следующей прогрессии:
Рекомендованная ГОСТом толщина ограждающих конструкций из арболита в умеренных широтах составляет 38 см. Но стены такой толщины возводятся редко. На практике для стен жилых домов блоки 500×300×200 мм кладут плашмя в один ряд. Вместе с внутренней и наружной отделкой этого достаточно для поддержания комфортной температуры в помещениях без появления проблем с выпадением конденсата.
Дополнительная теплоизоляция часто выполняется с помощью теплых штукатурных систем толщиной 1,5-2 см с добавкой перлита. Для не отапливаемых или периодически отапливаемых помещений (бани) нередко применяют кладку блоков на ребро.
Влагопоглощение арболита
В характеристиках арболита указывают величину водопоглощения до 85 % для теплоизоляционных блоков и до 75 % для конструкционных. Эти значения требуют осмысления. Структура блока представляет собой склеенные цементным камнем разрозненные зерна щепы. Они ориентированы относительно друг друга случайным образом.
Вода, наливаемая на поверхность блока, свободно протекает сквозь него. Естественно, что при окунании вода способна вытеснить большой объем содержащегося внутри блока воздуха. Если блок вытащить из воды, вода вытекает, а цементный камень быстро высыхает.
Арболитовые блоки находящиеся в естественной среде, например в стене дома, фактически не накапливают в себе влагу из окружающего воздуха. Это происходит благодаря очень низкой сорбционной влажности материала, т. к. минерализованные щепа и цемент являются негигроскопичными и слабо смачивающимися материалами. Именно это стало причиной популярности использования материала для строительства бань.
Если поливать ничем не закрытую стену из арболита с внешней стороны водой, есть вероятность увидеть ее и внутри. Поэтому материал не используют без фасадной отделки. Для арболита рекомендуют отделку штукатурными растворами или устройство навесных фасадных систем.
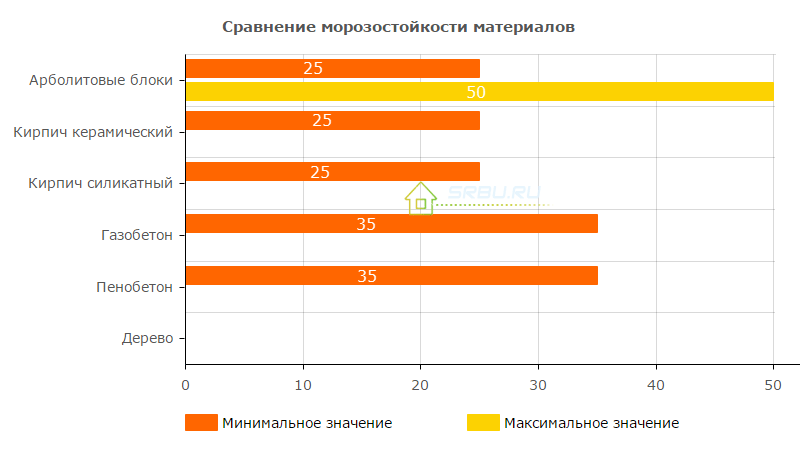
Морозостойкость
Усадка материала
Некоторое сокращение высоты блоков может происходить и под весом вышележащих элементов, перекрытий и конструкций кровли. Для предотвращения проблем с отделкой не рекомендуется выполнять штукатурные работы в первые 4 месяца после завершения основного комплекса работ.
Огнестойкость арболитовых блоков
По огнестойкости арболитовые блоки имеют следующие параметры:
Звукоизоляция
Паропроницаемость
Арболит это дышащий материал степень его паропроницаемости составляет до 35 %. Именно поэтому в домах построенных из данного материала не бывает сырости, а микроклимат комфортный как в холодное так и в теплое время года.
Недостатки арболитовых блоков
Как бы ни был хорош арболит, недостатки материала все же стоит знать и учитывать.
Поколебать решимость застройщика способны несколько сомнительных моментов:
— 1. Обилие на рынке блоков «гаражного» качества.

Их прочность, сопротивление теплопередаче неведомы даже производителю. Имеются трудности с приобретением заводского арболита в регионах. Выше мы писали про самые важные моменты производства арболитовых блоков. Как вы понимаете выполнить определенные задачи в кустарных условиях просто не возможно.
— 2. Недостаточная точность геометрии.

Производители рекомендуют использовать для кладки теплые перлитовые растворы, но их приготовление обходится дороже. В последнее время для улучшения геометрии блоков начинают применять фрезерование поверхностей.
— 3. Необходимость защиты от прямого воздействия влаги.

Ничем не защищенная кладка в теории может быть проницаемой для больших напоров ветра, но реального подтверждения такого явления не получено. Нанесение на поверхность штукатурных покрытий решает проблемы с проницаемостью.
— 4. Высокая стоимость арболитовых блоков.

Это связано с недостаточными автоматизацией производственных процессов, степенью проработки технологии и скромными объемами производства. В итоге себестоимость пенобетонных и газобетонных блоков ниже в 1,5 раза.
— 5. Наличие ограничений в выборе отделочных материалов.

Для правильной эксплуатации важно сочетать с арболитовой кладкой только «дышащие» варианты отделки.
Достоинства арболитовых блоков
Тех, кто решается на строительство по арболитовой технологии, должны вдохновлять ее многочисленные достоинства:
+ 1. Экологичность материала.

Даже входящие в его состав минерализаторы не выделяют в атмосферу вредных веществ.
+ 2. Высочайшая паропроницаемость.
+ 3. Легкость материала.
Легкость материала и его упругость не требуют устройства мощного и жесткого фундамента. Дополнительным бонусом является сейсмостойкость.
+ 4. Легкость обработки.
+ 5. Простой монтаж крепежа.

В арболит можно вбивать гвозди и вкручивать саморезы, как в дерево.
+ 6. Низкая теплопроводность.

Отличное сопротивление теплопередаче при достаточной для малоэтажного строительства прочности позволяет обходиться без дополнительного утепления и получать однослойную структуру стены.
+ 7. Низкая звукопроницаемость.

+ 8. Отказ от армирования.

Возможность отказаться от армирования кладки и устройства монолитных поясов на небольших объектах.
Арболитовые болоки: самостоятельное производство. Часть 1: материалы и пропорции

Для того чтобы понять, какими именно соображениями руководствуются застройщики, вы можете посмотреть видео о характеристиках и преимуществах арболита, а мы перейдем к описанию производственной технологии.
Конструктивные особенности арболитовых блоков регламентируются двумя основными стандартами: ГОСТ 19222-84 «Арболит и изделия из него» и СН 549-82 «Инструкция по проектированию, изготовлению и применению конструкций и изделий из арболита». С ними должен ознакомиться каждый, кто собирается заняться производством арболита. Мы же начнем статью с рассмотрения вопроса о том, насколько целесообразно производстводить арболитовые блоки своими силами.
Вопрос этот спорный, но, судя по оживленному интересу, проявляемому к теме производства арболитовых блоков, очень много людей занимается самостоятельным производством арболита, сумев достичь определенных успехов в этом деле.
Задумав организовать серьезное производство с приличными объемами (речь идет о производстве материала на продажу), необходимо грамотно оценить свои финансовые возможности. Дело в том, что производство арболита в чистом виде характеризуется сравнительно низкой рентабельностью. Поэтому, занимаясь изготовлением этого материала, приходится искать пути для увеличения прибыли.

Норма прибыли на арболите ниже, чем на любых других блоках, поэтому чисто производство арболита не является выгодным вариантом. Если у вас денег мало (меньше 3 млн. на все), я бы вообще арболитовый бизнес не рассматривал как бизнес.
Но совсем другое дело, когда арболитовые блоки производятся для собственных потребностей.
Себе на дом (110 м³) точно решили делать сами, тем более что по себестоимости (даже с учетом покупки оборудования) все равно остаемся в плюсе.
Или запуск смежного производства. Для этого случая предусмотрено несколько вариантов: оказание строительных услуг с использованием арболитовых блоков собственного изготовления (ведь покупатель арболита – потенциальный заказчик строительных услуг) или совмещение производства блоков с деревообработкой.
Производство арболита нужно совместить с каким-либо деревообрабатывающим производством, что бы одно дополняло другое. Щепа – своя. Аренда, свет, вода – тоже. На 2 производства бухгалтерия тоже одна. Мы даём работу круглый год, поэтому люди соглашаются работать за меньшие деньги с куба, но суммарно, в течение календарного года, они получают больше.
Действительно, спрос на арболитовые блоки – явление сезонное, но для обеспечения стабильной прибыли производство должно работать круглый год, а для этого понадобятся оборотные средства. Как показывает практика, грамотно организованное производство, даже при наличии сравнительно небольших площадей (до 200 м²), вполне имеет право на существование.
Технология производства
Соблюдение технологического процесса при изготовлении арболитовых блоков сводится к использованию подходящих материалов, к определению и соблюдению оптимального соотношения добавок, к применению соответствующего (в зависимости от способов изготовления) оборудования.
В состав арболитовых блоков входят следующие компоненты:
Рассмотрим более подробно характеристики каждого компонента.
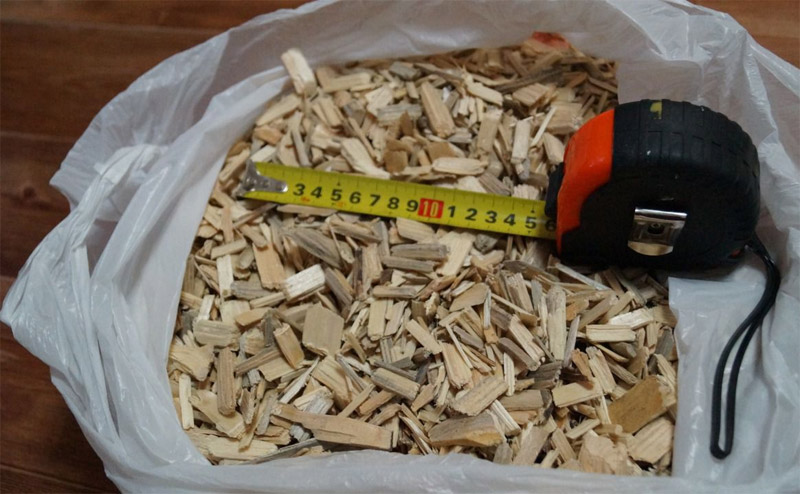
Арболитовая щепа
Древесная щепа (заполнитель) и цемент – вот два основных компонента, которые используются при изготовлении арболитовых блоков. Все остальное – это техническая вода и добавки, которые позволяют улучшить характеристики блоков. В качестве заполнителя (взамен древесной щепы) можно использовать отходы льняного производства (костру льна) или костру конопли. Но с приобретением подобного сырья могут возникнуть сложности, поэтому в настоящей статье мы будем рассматривать вариант только с древесной щепой.
Арболитовая щепа это измельченные отходы деревообрабатывающего производства, имеющие максимальные размеры – 40х10х5мм и игольчатую форму. Эти параметры прописаны в промышленной технологии. На практике же владельцу небольшого цеха бывает очень трудно обеспечить свое производство арболитовой щепой, обладающей идеальными размерами. Но это не является неразрешимой проблемой.
Всем привет. Ездил я тут на одно очень сильное производство арболита и понял такой момент: даже если щепа не игольчатая, а именно пластинчатая (но не квадратами), то это тоже хороший рабочий вариант. Так что сильно за иголками гнаться не нужно.
Получить щепу требуемой конфигурации можно с помощью дробилки для измельчения древесных отходов. Нужна дробилка, конструкция которой предусматривает регулировку размеров щепы, получаемой на выходе (геометрия щепы регулируется расстоянием между ножами и размером отверстий в решете дробилки). Требуемого размера щепы можно достичь только опытным путем. Если древесина имеет повышенную влажность (50%. 80%), то можно использовать сито с размером отверстий – 20 мм. Для лежалой древесины, имеющей влажность – 20–25%, подойдет сито с размером ячейки 15 мм (так поступает пользователь Chomba).
После всех «танцев с бубном» вокруг вибросита решил купить дисково-молотковую дробилку. Вот, что получается на выходе: удалось добиться щепы длиной около 30 мм. Думаю – в самый раз.

Судя по комментариям пользователей к выставленной фотографии, щепа длиной 2-3 см имеет вполне подходящий размер для производства блоков. Но отлаживая технологию производства, необходимо контролировать прочность изготовленных из нее блоков.
Процесс производства арболитовый щепы можно наладить собственными силами, и некоторые пользователи предпочитают приобретать уже готовое сырье, предварительно договорившись о размере фракции с представителями деревообрабатывающих компаний. Если наполнитель содержит большое количество опилок и пылевидных фракций, то для их удаления рекомендуется использовать вибросито.
Размер отверстий в сите нужно подбирать опытным путем: в зависимости от того, какая у вас щепа (а она у всех разная). Для начала попробуйте обыкновенную стальную проволочную сетку с диаметром ячейки 1,5мм. А дальше корректируйте по результату.
Арболитовая щепа может содержать до 30% опилок и столярной стружки, что не ухудшает качество готовых блоков, но может привести к перерасходу цемента.
Вот фото наполнителя, который успешно используется в производстве.

Щепа для производства арболитовых блоков должна соответствовать ряду дополнительных требований:
Не допускается также перемешивание щепы со снегом или льдом.
Немаловажным фактором, влияющим на качество арболитовых блоков, признана влажность щепы. От нее напрямую зависит прочность готовых изделий.
С сухой щепой работать гораздо легче. В ней сахаров меньше, и ведут они себя предсказуемо. Влажная щепа каждый раз отличается по своим свойствам, поэтому приходится постоянно реагировать на изменения. Самая капризная щепа получается из переувлажненного леса свежей рубки и из древесины, полученной после продолжительных дождей. Из такой щепы сделать качественный блок крайне трудно.
Сахар – это неизменный атрибут влажной древесины (сухая щепа почти не содержит в своем составе сахарозы). А сахар, как известно, негативно влияет на процесс затвердевания цемента. Если добавить в цемент всего лишь 0,05% сахара (от общего веса цемента), то прочность суточного цементного раствора падает практически до нуля. Через 3 суток бетон на основе такого раствора сможет набрать только 50% от расчетной прочности.
Проблема появления сахара в составе арболитовой щепы решается двумя способами:
Вывод: сухая щепа будет предпочтительнее, а к разговору о химических присадках мы еще вернемся.
Цемент
Для производства арболитовых блоков лучше всего подходит цемент марки М500 и выше (минимум – М400). Но на минимум ориентироваться не стоит, ведь качество цемента в России несколько ниже того, что заявлено производителем. Поэтому, купив цемент М500, вы фактически становитесь обладателем материала, характеристики которого приближены к марке М400.
Химические добавки и минерализаторы
Без предварительной обработки арболитовой щепы специальными реагентами степень ее сцепляемости с цементом может быть неудовлетворительной, а прочность готовых изделий – очень низкой. Поэтому технологией предусмотрена пропитка наполнителя водным раствором на основе специальных химических добавок и минерализаторов.
Основная задача минерализаторов состоит в удалении сахара из щепы. А вот основной задачей хим. добавок является ускорение твердения, увеличение прочности материала и только потом – скоростная минерализация щепы.
Проще говоря, хим. добавки следует использовать в тех случаях, когда требуется быстрое затвердевание смеси (при немедленной распалубке блоков). Если используется технология, подразумевающая распалубку блоков спустя некоторое время после прессования, то применение негашеной извести (ГОСТ 9179–77) в качестве минерализатора будет оптимальным вариантом.

Негашеная известь признана лучшим минерализатором для древесины. Она эффективно нейтрализует сахар не ускоряет процесс затвердевания бетона.
Если у вас блоки лежат в форме больше 4-5 часов после изготовления, то рабочим вариантом будет предварительное замачивание щепы в негашеной извести, а потом замес такой щепы с использованием цемента и небольшого количества негашеной извести (50 кг/м3). И вполне можно обойтись без всяких хим. добавок.
Пользователи FORUMHOUSE рекомендуют добавлять в замес от 50 до 100 кг извести на 1 м³ готового арболита (если не использовать дополнительные добавки). Точное количество определяется опытным путем.
Для предварительного замачивания заполнителя используется известковый раствор слабой концентрации.
Для устранения сахаров древесное сырье выдерживают 3–4 и более месяцев на открытом воздухе или же органический заполнитель обрабатывают известковым раствором (из расчета: 2–3 кг извести на 1 м³ заполнителя и 150–200 л воды).
Пользователь Мапасан, к примеру, практикует вымачивание арболитовой плиты (для заливки монолита) в яме с растворенной известковой пылью. По времени подобный метод минерализации занимает 12 часов и производится накануне замеса.
Если распалубку блоков планируется производить сразу после формовки, то без химических добавок, обладающих одновременно свойствами минерализатора и ускорителя твердения, не обойтись:
Список хим. добавок, применяемых для производства арболитовых блоков, гораздо шире. Мы перечислили лишь те, которые чаще всего используются на практике.
Количество добавок рассчитывается следующим образом: 10…12 кг на 1м³ арболита (если используется щепа из лиственницы, то количество добавок увеличивается в 2 раза).
В ГОСТе 19222-84 имеется информация о возможности комбинированного использования различных химических добавок. Сернокислый глинозем следует использовать совместно с известью, а хлорид кальция – с жидким стеклом. Но у такого метода минерализации есть свои противники, поэтому в процессе отработки технологии лучше экспериментировать с одиночными добавками.
Кстати, многие производители арболита, зарегистрированные на нашем портале, полностью отказались от использования жидкого стекла. Причем, по их утверждению, подобный отказ не привел к заметному снижению прочности блоков. Целесообразность применения этой добавки можно определить лишь, исходя из практического опыта.
Химические добавки (в том числе и жидкое стекло) следует вносить в замес в виде готового водного раствора, имеющего рекомендуемую плотность. Плотность измеряется денсиметром. Для раствора хлористого кальция, к примеру, она ориентировочно должна быть равна – 1,084 г/см³ (концентрация – 10%), а для раствора жидкого стекла – 1,3 г/см³. Сернокислый алюминий разводится в следующем соотношении: 9 кг добавки на 100 л воды.
Мы перечислили параметры растворов, продиктованные технологическими требованиями. На практике плотность раствора не соответствует указанным показателям (кто-то делает ее больше, а кто-то – наоборот).
Еще немного о том, как правильно выбирать добавку.
Если тебе надо лучший минерализатор, это будет сульфат алюминия. Если тебе надо ускоритель твердения, то добавь хлористый кальций. Если ты хочешь защитить цемент от воздействия сахара, но не хочешь его растворять, то добавляй жидкое стекло.
Вода
Для производства арболита подходит вода, основные параметры которой регламентируются ГОСТом 23732-79 – «Вода для бетонов и растворов». На практике используется водопроводная и техническая вода, а также вода из скважин, колодцев и других доступных источников.
Основное внимание при подготовке воды для арболита следует обратить на ее температуру: для лучшего схватывания цемента водный раствор, подаваемый в смеситель, должен иметь температуру – от +12 до +15°С и выше. Как обеспечить такую температуру – каждый производитель решает самостоятельно. Кто-то подогревает воду, кто-то в производственном помещении имеет большой резервуар, в котором вода за время хранения успевает нагреться до нужной температуры. Кстати, сухой хлорид кальция, при растворении в воде, благодаря своей химической активности способен значительно увеличить температуру водного раствора.
Пропорции арболитовой смеси
Четкое соблюдение пропорций – это 90% успеха при производстве прочных арболитовых блоков.
Строгих норм, регламентирующих количество цемента и арболитовой щепы на 1м³, не существует. Есть только рекомендуемые пропорции, которые зависят от того, какую марку и какой класс прочности материала нужно получить в конечном итоге. По классу прочности (В0,3 – В3,5) арболитовые блоки можно разделить на 2 категории – теплоизоляционные и конструкционные.
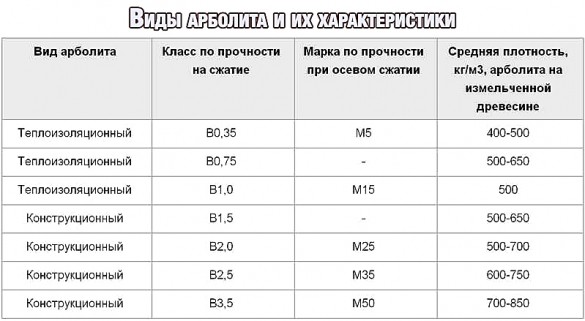
Каждому классу соответствует свой показатель прочности на сжатие:
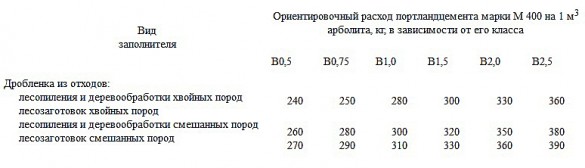
Ознакомившись с перечисленными параметрами, можно вычислить примерное содержание цемента, которое понадобится для достижения требуемой прочности. Для получения конструкционного арболита минимальное количество цемента равно 300 кг (на 1м³ готовых блоков). На практике пользователи нашего портала добавляют в смесь от 300 до 400 кг цемента марки М500.
На стружке минимум по цементу у вас будет – 300 кг (М500). Если будете класть меньше, то результаты могут быть не очень.
Ориентировочный расход сухого заполнителя должен соответствовать данным, представленным в следующей таблице.
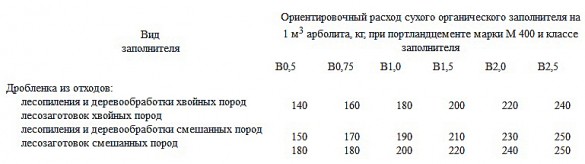
Как видим, расход сухой арболитовой щепы примерно составляет 220 кг на 1м³ конструкционного арболита. Если щепа имеет влажность 50%, то в замес необходимо положить 330 кг наполнителя (его расход всегда пропорционален влажности).
Вода добавляется в следующих количествах (при условии использования сухого наполнителя).
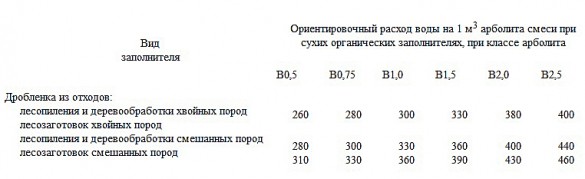
Расход воды (так же, как и расход наполнителя) следует рассчитывать, исходя из влажности щепы. Если относительная влажность наполнителя – 30%, то для изготовления 1м³ арболита с классом прочности В2,0 нам понадобится 286 кг щепы (220 кг + 30%). Следует учесть, что влажный наполнитель уже содержит в своей структуре 66 литров воды. Следовательно, в замес нам нужно израсходовать уже не 380 л воды (как указано в таблице), а 314 л (380л – 66л). Можно даже меньше, ведь добавить воду в смесь можно всегда, а удалить ее оттуда уже не получится.
Оптимальное соотношение компонентов определяется опытным путем: после осуществления пробных замесов, после формования блоков и замера прочности уже готовых изделий.
Технология замешивания
Замешивание производится в следующем порядке:
Первой засыпается щепа, потом добавки. Известковое молоко – в последнюю очередь, а после него уже жидкое стекло (если его вообще стоит добавлять). Потом цемент, потом вода (если еще необходимо).
Небольшой недостаток технологии: после перемешивания смесь необходимо распределить по формам в течение 10. 15-ти минут. Если этого не сделать своевременно, то вместо качественных блоков вы получите бракованный строительный материал.

О том, какие бывают способы формования арболитовых блоков, какое оборудование применяется для их изготовления, а также об особенностях складирования и хранения готовой продукции вы узнаете из второй части настоящей статьи. Следите за обновлениями на нашем портале.
Данная статья посвящена производству арболитовых блоков, но многие пользователи нашего портала интересуются строительством домов из монолитного арболита. Узнать подробнее об этой строительной технологии вы можете, посетив соответствующий раздела нашего форума или прочитав статью, посвященную нестандартным строительным материалам. Раздел о принципах, технологиях и способах производства арболита позволит вам принять участие в обсуждениях представленных вопросов и познакомит с рекомендациями пользователей, которые на практике освоили производственную технологию.